Общий каталог Mitsubishi 2020 - 2021 - страница 940
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 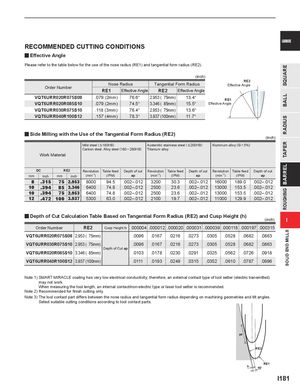
SQUAREBALLRADIUSTAPERBARRELROUGHINGSOLID END MILLS CARBIDE RECOMMENDED CUTTING CONDITIONS y Effective Angle Please refer to the table below for the use of the nose radius (RE1) and tangential form radius (RE2). (inch) RE2 Order Number Nose Radius Tangential Form Radius Effective AngleRE1Effective AngleRE2Effective Angle VQT6URR020R075S08 .079 (2mm) 76.6° 2.953 ( 75mm) 13.4° RE1 VQT6URR020R085S10 .079 (2mm) 74.5° 3.346 ( 85mm) 15.5° Effective Angle VQT6URR030R075S10 .118 (3mm) 76.4° 2.953 ( 75mm) 13.6° VQT6URR040R100S12 .157 (4mm) 78.3° 3.937 (100mm) 11.7° y Side Milling with the Use of the Tangential Form Radius (RE2) (inch) Mild steel ( < 180HB) Austenitic stainless steel ( < 200HB) Aluminum alloy (Si ˂ 5%) Carbon steel, Alloy steel (180 ─ 280HB) Titanium alloy Work Material DC RE2 Revolution Table feed Depth of cut Revolution Table feed Depth of cut Revolution Table feed Depth of cut mm inch mm inch (min-1) (IPM) ap (min-1) (IPM) ap (min-1) (IPM) ap 8 .315 75 2.953 8000 94.5 .002–.012 3200 30.3 .002–.012 16000 189.0 .002–.012 10 .394 85 3.346 6400 74.8 .002–.012 2500 23.6 .002–.012 13000 153.5 .002–.012 10 .394 75 2.953 6400 74.8 .002–.012 2500 23.6 .002–.012 13000 153.5 .002–.012 12 .472 100 3.937 5300 63.0 .002–.012 2100 19.7 .002–.012 11000 129.9 .002–.012 y Depth of Cut Calculation Table Based on Tangential Form Radius (RE2) and Cusp Height (h) (inch) I Order Number RE2 Cusp Height h .000004 .000012 .000020 .000031 .000039 .000118 .000197 .000315 VQT6URR020R075S08 2.953 ( 75mm) .0096 .0167 .0216 .0273 .0305 .0528 .0682 .0863 VQT6URR030R075S10 2.953 ( 75mm) .0096 .0167 .0216 .0273 .0305 .0528 .0682 .0863 Depth of Cut ap VQT6URR020R085S10 3.346 ( 85mm) .0103 .0178 .0230 .0291 .0325 .0562 .0726 .0918 VQT6URR040R100S12 3.937 (100mm) .0111 .0193 .0249 .0315 .0352 .0610 .0787 .0996 Note 1) SMART MIRACLE coating has very low electrical conductivity; therefore, an external contact type of tool setter (electric transmitted) may not work. When measuring the tool length, an internal contact/non-electric type or laser tool setter is recommended. Note 2) Recommended for finish cutting only. Note 3) The tool contact part differs between the nose radius and tangential form radius depending on machining geometries and tilt angles. Select suitable cutting conditions according to tool contact parts. ae RE2 RE1 h ap I181