Общий каталог Mitsubishi 2020 - 2021 - страница 878
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 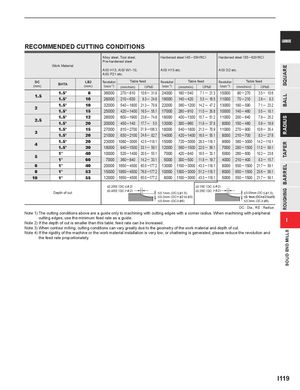
SQUAREBALLRADIUSTAPERBARRELROUGHINGSOLID END MILLS CARBIDE RECOMMENDED CUTTING CONDITIONS Alloy steel, Tool steel, Hardened steel (45 ─ 55HRC) Hardened steel (55 ─62HRC) Pre-hardened steel Work Material AISI H13, AISI W1 -10, AISI H13 etc. AISI D2 etc. AISI P21 etc. DC(mm) BHTA LB2 Revolution Table feed Revolution Table feed Revolution Table feed(mm)(min-1)(mm/min)(IPM)(min-1)(mm/min)(IPM)(min-1)(mm/min)(IPM) 1.5 1.5°1.5° 6 36000 270 ─ 810 10.6 ─ 31.9 24000 180 ─ 540 7.1 ─ 21.3 15000 90 ─ 270 3.5 ─ 10.61028000210 ─ 6308.3 ─ 24.819000140 ─ 4205.5 ─ 16.51100070 ─ 2102.8 ─8.3 2 1.5° 10 32000 540 ─ 1800 21.3 ─ 70.9 22000 360 ─ 1200 14.2 ─ 47.2 13000 180 ─ 590 7.1 ─ 23.21.5°1525000420 ─ 140016.5 ─ 55.117000280 ─ 91011.0 ─ 35.810000140 ─ 4605.5 ─18.1 2.5 1.5°1.5° 12 26000 600 ─ 1900 23.6 ─ 74.8 18000 400 ─ 1300 15.7 ─ 51.2 11000 200 ─ 640 7.9 ─ 25.22020000450 ─ 14017.7 ─5.513000300 ─ 96011.8 ─ 37.88000150 ─ 4805.9 ─18.9 3 1.5° 15 27000 810 ─ 2700 31.9 ─106.3 18000 540 ─ 1800 21.3 ─ 70.9 11000 270 ─ 900 10.6 ─ 35.41.5°2021000630 ─ 210024.8 ─ 82.714000420 ─ 140016.5 ─ 55.18000210 ─ 7008.3 ─27.6 4 1.5° 20 23000 1080 ─ 3000 42.5 ─118.1 15000 720 ─ 3000 28.3 ─118.1 9000 360 ─ 3000 14.2 ─ 118.11.5°3018000840 ─ 150033.1 ─ 59.112000560 ─ 150022.0 ─ 59.17000280 ─ 150011.0 ─59.1 5 1°1° 40 10000 520 ─ 1400 20.5 ─ 55.1 7000 420 ─ 840 16.5 ─ 33.1 5000 260 ─ 600 10.2 ─ 23.6607000360 ─ 84014.2 ─ 33.15000300 ─ 50011.8 ─ 19.74000210 ─ 4008.3 ─15.7 6 1° 40 20000 1650 ─ 4500 65.0 ─177.2 13000 1100 ─ 3000 43.3 ─118.1 8000 550 ─ 1500 21.7 ─ 59.1 8 1° 53 15000 1950 ─ 4500 76.8 ─177.2 10000 1300 ─ 3000 51.2 ─118.1 6000 650 ─ 1500 25.6 ─ 59.1 10 1° 55 12000 1650 ─ 4500 65.0 ─177.2 8000 1100 ─ 3000 43.3 ─118.1 5000 550 ─ 1500 21.7 ─ 59.1 ≤0.2RE (DC < & 2) ≤0.1RE (DC < & 2) Depth of cut ≤0.4RE (DC > &2) <0.1mm (DC < &1.5) ≤0.2RE (DC > &2) <0.05mm (DC < &1.5) <0.2mm (DC = &2 to &5) <0.1mm (DC=&2 to&5) <0.5mm (DC > &6) <0.3mm (DC > &6) DC : Dia., RE : Radius Note 1) The cutting conditions above are a guide only to machining with cutting edges with a corner radius. When machining with peripheral cutting edges, use the minimum feed rate as a guide.Note 2) If the depth of cut is smaller than this table, feed rate can be increased. I Note 3) When contour milling, cutting conditions can vary greatly due to the geometry of the work material and depth of cut. Note 4) If the rigidity of the machine or the work material installation is very low, or chattering is generated, please reduce the revolution and the feed rate proportionately. I119