Общий каталог Mitsubishi 2020 - 2021 - страница 978
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 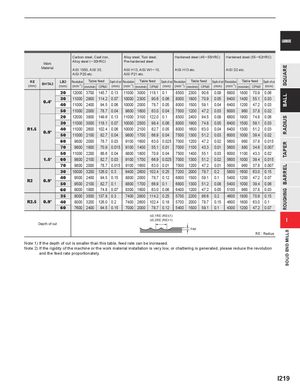
SQUAREBALLRADIUSTAPERBARRELROUGHINGSOLID END MILLS CARBIDE Carbon steel, Cast iron, Alloy steel, Tool steel, Hardened steel (45 ─55HRC) Hardened steel (55 ─62HRC) Work Alloy steel (─30HRC) Pre-hardened steel Material AISI 1050, AISI 35, AISI H13, AISI W1─10, AISI H13 etc. AISI D2 etc. AISI P20 etc. AISI P21 etc. RE(mm) BHTA2 LB2 Revolution Table feed Depth of cut Revolution Table feed Depth of cut Revolution Table feed Depth of cut Revolution Table feed Depth of cut(mm)(min-1)(mm/min)(IPM)(mm)(min-1)(mm/min)(IPM)(mm)(min-1)(mm/min)(IPM)(mm)(min-1)(mm/min)(IPM)(mm) 20 12000 3700 145.7 0.13 11000 3000 118.1 0.1 8500 2300 90.6 0.09 6800 1800 70.9 0.06 0.4° 30 11000 2900 114.2 0.07 10000 2300 90.6 0.06 8000 1800 70.9 0.05 6400 1400 55.1 0.034011000240094.50.0610000200078.70.058000150059.10.046400120047.20.03 50 11000 2000 78.7 0.04 9800 1600 63.0 0.04 7500 1200 47.2 0.03 6000 960 37.8 0.02 20 12000 3800 149.6 0.13 11000 3100 122.0 0.1 8500 2400 94.5 0.09 6800 1900 74.8 0.06 30 11000 3000 118.1 0.07 10000 2500 98.4 0.06 8000 1900 74.8 0.05 6400 1500 59.1 0.03 R1.5 0.9° 40 11000 2600 102.4 0.06 10000 2100 82.7 0.05 8000 1600 63.0 0.04 6400 1300 51.2 0.035011000210082.70.049800170066.90.047500130051.20.036000100039.40.02 60 9800 2000 78.7 0.03 9100 1600 63.0 0.025 7000 1200 47.2 0.02 5600 960 37.8 0.015 70 9800 1800 70.9 0.015 9100 1400 55.1 0.01 7000 1100 43.3 0.01 5600 880 34.6 0.007 50 11000 2200 86.6 0.04 9800 1800 70.9 0.04 7500 1400 55.1 0.03 6000 1100 43.3 0.02 1.5° 60 9800 2100 82.7 0.03 9100 1700 66.9 0.025 7000 1300 51.2 0.02 5600 1000 39.4 0.015 70 9800 2000 78.7 0.015 9100 1600 63.0 0.01 7000 1200 47.2 0.01 5600 960 37.8 0.007 30 10000 3200 126.0 0.3 9400 2600 102.4 0.25 7200 2000 78.7 0.2 5800 1600 63.0 0.15 R2 0.9° 4050 9500 2400 94.5 0.15 8800 2000 78.7 0.12 6800 1500 59.1 0.1 5400 1200 47.2 0.079500210082.70.18800170066.90.16800130051.20.085400100039.40.06 60 9000 1900 74.8 0.07 8300 1600 63.0 0.06 6400 1200 47.2 0.05 5100 960 37.8 0.03 35 8000 3500 137.8 0.3 7400 2900 114.2 0.25 5700 2200 86.6 0.2 4600 1800 70.9 0.15 R2.5 0.9° 40 8000 3200 126.0 0.2 7400 2600 102.4 0.18 5700 2000 78.7 0.15 4600 1600 63.0 0.1 60 7600 2400 94.5 0.15 7000 2000 78.7 0.12 5400 1500 59.1 0.1 4300 1200 47.2 0.07 <0.1RE (RE<1) <0.2RE (RE>1) I Depth of cut < ap RE : Radius Note 1) If the depth of cut is smaller than this table, feed rate can be increased. Note 2) If the rigidity of the machine or the work material installation is very low, or chattering is generated, please reduce the revolution and the feed rate proportionately. I219