Общий каталог Mitsubishi 2020 - 2021 - страница 872
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 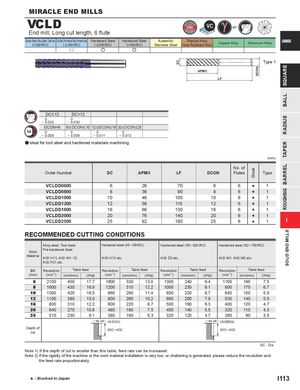
DC Stock DCON SQUAREBALLRADIUSTAPERBARRELROUGHINGSOLID END MILLS MIRACLE END MILLS VCLD 45° End mill, Long cut length, 6 flute Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel, Hardened Steel Hardened Steel(<30HRC)( < 45HRC)( < 55HRC)Hardened Steel(>55HRC)AusteniticTitanium Alloy,Stainless SteelHeat Resistant AlloyCopper AlloyAluminum AlloyCARBIDE u e e Type 1 APMX LF DC< 12 DC>12 0 0 - 0.020 - 0.030 DCON=6 8 < DCON< 10 12 < DCON< 16 20 < DCON< 25 0 0 0 0 - 0.008 - 0.009 - 0.011 - 0.013 a Ideal for tool steel and hardened materials machining (mm) No. of Order Number DC APMX LF DCON Flutes Type VCLDD0600 6 26 70 6 6 s 1 VCLDD0800 8 36 90 8 6 s 1 VCLDD1000 10 46 100 10 6 s 1 VCLDD1200 12 56 110 12 6 s 1 VCLDD1600 16 66 130 16 6 s 1 VCLDD2000 20 76 140 20 6 s 1 VCLDD2500 25 92 180 25 6 s 1 I RECOMMENDED CUTTING CONDITIONS Alloy steel, Tool steel, Hardened steel (45 ─ 55HRC) Hardened steel (55─62HRC) Hardened steel (62 ─ 70HRC) Work Pre-hardened steel Material AISI H13, AISI W1 -10, AISI H13 etc. AISI D2 etc. AISI W1, AISI M2 etc. AISI P21 etc. DC Revolution Table feed Revolution Table feed Revolution Table feed Revolution Table feed (mm) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) 6 2100 450 17.7 1600 330 13.0 1300 240 9.4 1100 190 7.5 8 1600 430 16.9 1200 310 12.2 1000 230 9.1 800 170 6.7 10 1300 420 16.5 960 290 11.4 800 220 8.7 640 150 5.9 12 1100 380 15.0 800 260 10.2 660 200 7.9 530 140 5.5 16 800 310 12.2 600 220 8.7 500 160 6.3 400 120 4.7 20 640 270 10.6 480 190 7.5 400 140 5.5 320 110 4.3 25 510 230 9.1 380 160 6.3 320 120 4.7 260 90 3.5 ≤ DC ≤ DC Depth ofcut 3DC 4DC 3DC 4DC DC : Dia. Note 1) If the depth of cut is smaller than this table, feed rate can be increased. Note 2) If the rigidity of the machine or the work material installation is very low, or chattering is generated, please reduce the revolution and the feed rate proportionately. s : Stocked in Japan I113