Общий каталог Mitsubishi 2020 - 2021 - страница 1582
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 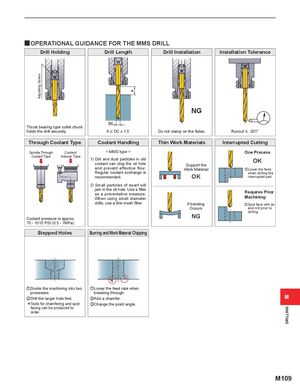
Adjusting Screw A DRILLING y OPERATIONAL GUIDANCE FOR THE MMS DRILL Drill Holding Drill Length Drill Installation Installation Tolerance NG DC Thrust bearing type collet chuck holds the drill securely. A > DC x 1.5 Do not clamp on the flutes. Runout < .001" Through Coolant Type Coolant Handling Thin Work Materials Interrupted Cutting Spindle Through Coolant < MMS type > One Process Coolant Type Inducer Type 1) Dirt and dust particles in oldcoolant can clog the oil holeand prevent effective flow.OKSupport theWork MaterialzLower the feed Regular coolant exchange is when drilling the recommended. OK interrupted part. 2) Small particles of swarf will jam in the oil hole. Use a filteras a preventative measure. Requires Prior When using small diameter Machining drills, use a fine mesh filter. If bending zSpot face with an Occurs end mill prior to drilling. Coolant pressure is approx. NG 70 - 1015 PSI (0.5 - 7MPa). Stepped Holes Burring and Work Material Chipping zDivide the machining into two zLower the feed rate when processes. breaking through. xDrill the larger hole first. xAdd a chamfer. M *Tools for chamfering and spotfacing can be produced tocChange the point angle. order. M109