Общий каталог Mitsubishi 2020 - 2021 - страница 1546
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 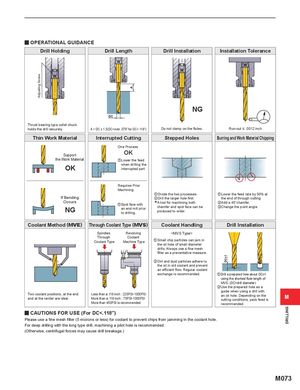
Adjusting Screw
A
DCx1
DRILLING
y OPERATIONAL GUIDANCE
Drill Holding Drill Length Drill Installation Installation Tolerance
NG
DC
Thrust bearing type collet chuck
holds the drill securely. A > DC x 1.5(DC×over .079" for DC<.118") Do not clamp on the flutes. Run-out < .0012 inch
Thin Work Material Interrupted Cutting Stepped Holes Burring and Work Material Chipping
One Process
Support OK
the Work Material zLower the feed
OK when drilling theinterrupted part.
Requires Prior
Machining
zDivide the two processes. zLower the feed rate by 50% at
If Bending xDrill the larger hole first. the end of through cutting.
OccursNG zSpot face withan end mill priorto drilling.*A tool for machining both chamfer and spot face can beproduced to order.xAdd a 45°chamfer.cChange the point angle.
Coolant Method (MVE) Through Coolant Type (MVS) Coolant Handling Drill Installation
Spindles Revolving