Общий каталог Mitsubishi 2020 - 2021 - страница 1551
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 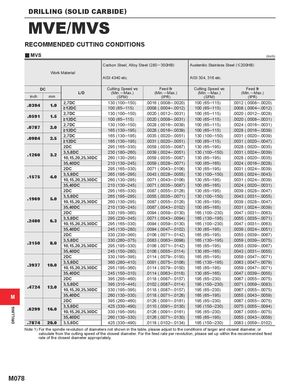
DRILLING (SOLID CARBIDE) MVE/MVS RECOMMENDED CUTTING CONDITIONS y MVS (inch) Carbon Steel, Alloy Steel (280 ─ 350HB) Austenitic Stainless Steel ( < 200HB) Work Material AISI 4340 etc. AISI 304, 316 etc. DC Cutting Speed vc Feed fr Cutting Speed vc Feed fr L/D (Min. ─ Max.) (Min. ─ Max.) (Min. ─ Max.) (Min. ─ Max.) inch mm (SFM) (IPR) (SFM) (IPR) .0394 1.0 2,7DC≥12DC 130 (100─150) .0016 (.0008─.0020) 100 (65─115) .0012 (.0008─.0020)100 (65─115).0008 (.0004─.0012)100 (65─115).0008 (.0004─.0012) .0591 1.5 2,7DC≥12DC 130 (100─150) .0020 (.0012─.0031) 100 (65─115) .0020 (.0012─.0028)100 (65─115).0020 (.0008─.0031)100 (65─115).0020 (.0008─.0031) .0787 2.0 2,7DC≥12DC 130 (100─150) .0028 (.0016─.0039) 100 (65─115) .0024 (.0016─.0031)165 (130─195).0028 (.0016─.0039)100 (65─115).0028 (.0016─.0039) .0984 2.5 2,7DC≥12DC 165 (130─195) .0035 (.0020─.0051) 130 (100─150) .0031 (.0020─.0039)165 (130─195).0031 (.0020─.0051)100 (65─115).0031 (.0020─.0047) 2DC 295 (165─330) .0059 (.0035─.0087) 130 (65─195) .0028 (.0020─.0035) .1260 3.2 3,5,8DC10,15,20,25,30DC230 (180─260)260 (130─295).0039 (.0024─.0051).0059 (.0035─.0087)130 (100─150)130 (65─195).0031 (.0024─.0039).0028 (.0020─.0035) 35,40DC 210 (130─245) .0059 (.0028─.0071) 100 (65─165) .0024 (.0016─.0028) 2DC 295 (165─330) .0071 (.0043─.0106) 130 (65─195) .0031 (.0024─.0039) .1575 4.0 3,5,8DC10,15,20,25,30DC265 (195─295)260 (130─295).0043 (.0028─.0055).0071 (.0043─.0106)130 (100─150)130 (65─195).0035 (.0024─.0043).0031 (.0024─.0039) 35,40DC 210 (130─245) .0071 (.0035─.0087) 100 (65─165) .0024 (.0020─.0031) 2DC 295 (165─330) .0087 (.0055─.0126) 130 (65─195) .0039 (.0028─.0047) .1969 5.0 3,5,8DC10,15,20,25,30DC265 (195─295)260 (130─295).0055 (.0035─.0071).0087 (.0055─.0126)130 (100─150)130 (65─195).0043 (.0031─.0055).0039 (.0028─.0047) 35,40DC 210 (130─245) .0087 (.0043─.0102) 100 (65─165) .0031 (.0024─.0039) 2DC 330 (195─360) .0094 (.0059─.0130) 165 (100─230) .0047 (.0031─.0063) .2480 6.3 3,5,8DC10,15,20,25,30DC295 (230─345)295 (165─330).0071 (.0043─.0094).0094 (.0059─.0130)165 (130─195)165 (100─230).0055 (.0035─.0071).0047 (.0031─.0063) 35,40DC 245 (130─280) .0094 (.0047─.0102) 130 (65─195) .0039 (.0024─.0051) 2DC 330 (230─360) .0106 (.0071─.0142) 165 (65─195) .0055 (.0039─.0067) .3150 8.0 3,5,8DC10,15,20,25,30DC330 (260─375)295 (195─330).0083 (.0063─.0098).0106 (.0071─.0142)165 (130─195)165 (65─195).0059 (.0039─.0075).0055 (.0039─.0067) 35,40DC 245 (150─280) .0106 (.0055─.0114) 130 (65─165) .0043 (.0031─.0055) 2DC 330 (195─395) .0114 (.0079─.0150) 165 (65─195) .0059 (.0047─.0071) .3937 10.0 3,5,8DC10,15,20,25,30DC360 (280─410)295 (195─360).0091 (.0075─.0106).0114 (.0079─.0150)165 (130─195)165 (65─195).0063 (.0047─.0079).0059 (.0047─.0071) 35,40DC 245 (150─310) .0114 (.0063─.0118) 130 (65─165) .0047 (.0039─.0055) 2DC 395 (295─460) .0118 (.0087─.0157) 195 (65─230) .0067 (.0055─.0075) .4724 12.0 3,5,8DC10,15,20,25,30DC395 (310─445)330 (195─395).0102 (.0087─.0114).0118 (.0087─.0157)195 (150─230)195 (65─230).0071 (.0059─.0083).0067 (.0055─.0075) M 35,40DC 260 (130─330) .0118 (.0071─.0126) 165 (65─195) .0055 (.0043─.0059) 2DC 395 (260─460) .0126 (.0091─.0161) 195 (65─230) .0067 (.0055─.0075) .6299 16.0 3,5,8DC10,15,20,25,30DC425 (330─490)330 (195─395).0110 (.0091─.0130).0126 (.0091─.0161)195 (150─230)195 (65─230).0075 (.0055─.0094).0067 (.0055─.0075) 35,40DC 260 (130─330) .0126 (.0071─.0130) 165 (65─195) .0055 (.0043─.0059) .7874 20.0 3,5,8DC 425 (330─490) .0118 (.0102─.0134) 195 (150─230) .0083 (.0059─.0102) Note 1) For the spindle revolution of diameters not shown in the table, please adjust to the conditions of larger and closest diameter, or calculate from the cutting speed of the closest diameter. For the feed rate per revolution, please set up within the recommended feed rate of the closest diameter appropriately. M078 DRILLING