Каталог Sandvik вращающиеся инструменты 2017 - страница 169
Навигация
 Дополнение к каталогам Sandvik 2021.2
Дополнение к каталогам Sandvik 2021.2 Дополнение к каталогам Sandvik 2020.2
Дополнение к каталогам Sandvik 2020.2 Каталог Sandvik дополнение 2018
Каталог Sandvik дополнение 2018 Дополнение к каталогам Sandvik 2021.1
Дополнение к каталогам Sandvik 2021.1 Каталог Sandvik точение материалов высокой твердости
Каталог Sandvik точение материалов высокой твердости- Вращающиеся инструменты
- ФРЕЗЕРОВАНИЕ
- Торцевые фрезы
- CoroMill®345
- Торцевые фрезы CoroMill®345
- Пластины для фрез CoroMill®345
- CoroMill®245
- Торцевые фрезы CoroMill®245
- Пластины для фрез CoroMill®245
- CoroMill®419
- Торцевые фрезы CoroMill®419
- Пластины для фрез CoroMill®419
- CoroMill®210
- Торцевые фрезы CoroMill®210
- Пластины для фрез CoroMill®210
- CoroMill®415
- Торцевые фрезы CoroMill®415
- Пластины для фрез CoroMill®415
- CoroMill®425
- Торцевые фрезы CoroMill®425
- Пластины для фрез CoroMill®425
- CoroMill®745
- Торцевые фрезы CoroMill®745
- Пластины для фрез CoroMill®745
- Фрезы для обработки уступов
- CoroMill®490
- Фрезы CoroMill®490 для обработки прямоугольных уступов
- Пластины для фрез CoroMill®490
- CoroMill®390
- Фрезы CoroMill®390 для обработки прямоугольных уступов
- Длиннокромочные фрезы CoroMill®390 для обработки прямоугольных уступов
- Антивибрационные фрезы CoroMill®390 для обработки прямоугольных уступов
- Пластины для фрез CoroMill®390
- CoroMill®690
- Длиннокромочные фрезы CoroMill®690 для обработки прямоугольных уступов
- Пластины для фрез CoroMill®690
- CoroMill®Century
- Фрезы CoroMill®Century для обработки прямоугольных уступов
- Пластины для фрез CoroMill®Century
- Фрезы для профильной и контурной обработки
- CoroMill®300
- Торцевые фрезы CoroMill®300
- Пластины для фрез CoroMill®300
- CoroMill®200
- Торцевые фрезы CoroMill®200
- Пластины для фрез CoroMill®200
- CoroMill®600
- Торцевые фрезы CoroMill®600
- Пластины для фрез CoroMill®600
- CoroMill®216
- Фрезы CoroMill®216 со сферическим концом
- Пластины для фрез CoroMill®216 со сферическим концом
- Дисковые фрезы
- CoroMill®331
- Регулируемые трёхсторонние дисковые фрезы CoroMill®331
- Трёхсторонние дисковые фрезы CoroMill®331
- Регулируемые двусторонние дисковые фрезы CoroMill®331
- Пластины CoroMill®331 для обработки пазов
- Фрезы для обработки канавок и отрезки
- CoroMill®QD
- Фрезы CoroMill®QD для обработки канавок и отрезки
- Пластины CoroMill®QD для обработки канавок
- CoroMill®328
- Канавочные фрезы CoroMill®328
- Пластины CoroMill®328 для фрезерования канавок
- CoroMill®327
- Пластины CoroMill®327 для обработки канавок
- Фрезы для обработки резьбы
- CoroMill®328
- Пластины CoroMill®328 для резьбофрезерования
- CoroMill®327
- Пластины CoroMill®327 для резьбофрезерования
- Фрезы для обработки фасок
- CoroMill®327
- Пластины CoroMill®327 для обработки фасок
- CoroMill®495
- Фрезы CoroMill®495 для обработки фасок
- СВЕРЛЕНИЕ
- Свёрла со сменными головками
- CoroDrill®870
- Свёрла CoroDrill®870 со сменными головками
- Сменные головки для свёрл CoroDrill®870
- Свёрла со сменными пластинами
- CoroDrill®880
- Свёрла CoroDrill®880 со сменными пластинами
- Пластины для свёрл CoroDrill®880
- CoroDrill®881
- Свёрла CoroDrill®881 со сменными пластинами
- Пластины для свёрл CoroDrill®881
- “Плунжерные” сверла Coromant U
- Свёрла Coromant U для плунжерной обработки
- Пластины для свёрл Coromant U
- Трепанирующее сверло
- Трепанирующее сверло
- Пластины для трепанирующих свёрл
- РАСТАЧИВАНИЕ
- Черновое растачивание
- CoroBore®BR10
- CoroBore®BR20
- CoroBore®BR30
- CoroBore®820 XL
- Чистовое растачивание
- CoroBore®824
- CoroBore®825
- CoroBore®826
- CoroBore®825 XL
- CoroBore®826 XL
- Обработка торцевых канавок
- Державки и оправки CoroCut®MB
- CoroBore®825 SL
- SpiroGrooving™
- Интерполяционное точение
- Адаптеры
- Резцовые вставки CoroBore®для растачивания
- ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
- Адаптеры
- Coromant Capto®
- HSK
- BIG-PLUS®ISO
- BIG-PLUS®MAS-BT
- ISO 7388-1
- MAS-BT
- DIN 2080
- DIN 2079
- Цилиндрический хвостовик
- Хвостовик Weldon
- Bridgeport
- Coromant EH
- ER
- Устройство для подачи СОЖ под давлением
- Антивибрационные адаптеры
- Coromant Capto®
- HSK
- ПРИНАДЛЕЖНОСТИ
- Coromant Capto®
- Приспособление для сборки и разборки оснастки
- Инструментальная тележка для Coromant Capto
- Кассеты с трехгранными коническими базовыми поверхностями
- Зажимной механизм для кассет
- Сборочный элемент
- HSK
- Приспособление для сборки и разборки оснастки
- ISO 7388-1
- Адаптер для предварительной настройки CoroBore®XL
- Крепление на оправке
- Установочный винт с отверстием для СОЖ
- Втулки
- Цилиндрические цанги
- Эксцентриковая втулка
- Цанги ER
- Цанги ER для метчиков
- Уплотнительные диски для цанг ER
- Втулка для чистовой расточной головки
- Сборочный элемент
- Адаптеры
- Ползуны для регулируемого патрона для свёрл
- VL
- Ключи и динамометрические ключи
- Принадлежности
- Динамометрический ключ с комплектом насадок ER
- Torx Plus®torque wrench
- Центральные болты
- ОБЩАЯ ИНФОРМАЦИЯ
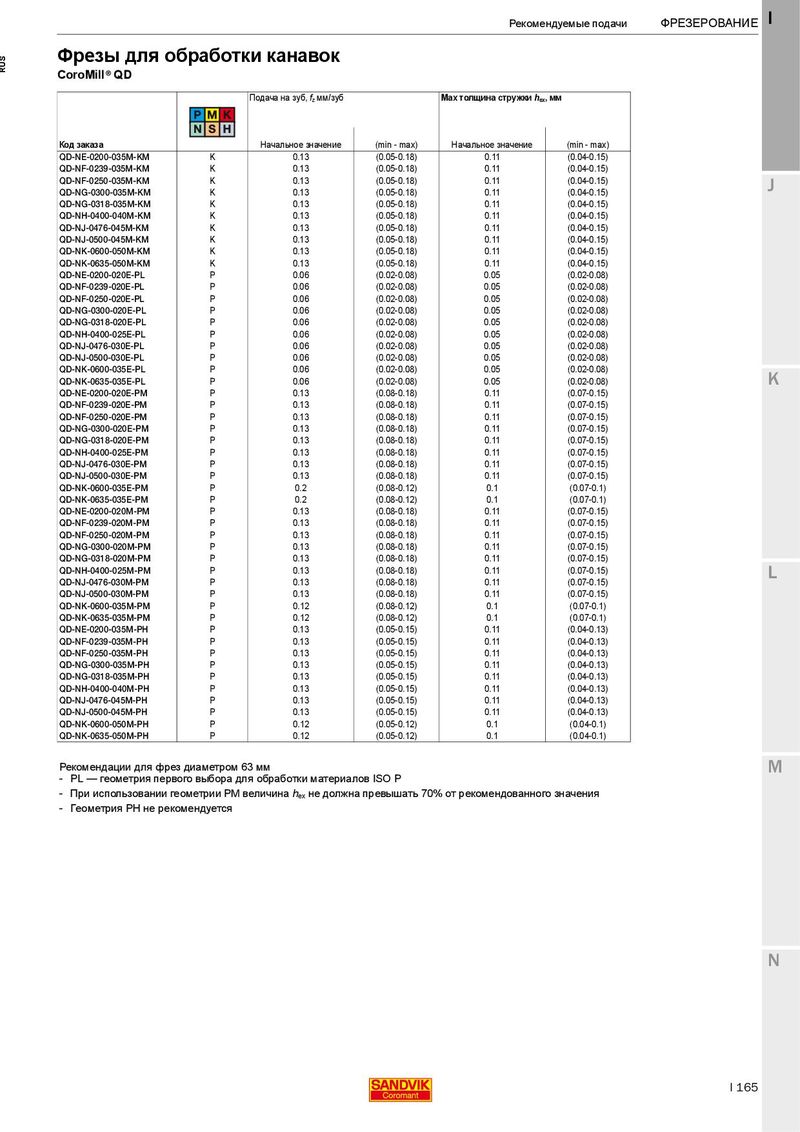
Рекомендуемые подачи ФРЕЗЕРОВАНИЕ I Фрезы для обработки канавок RUS CoroMill®QD Подача на зуб, fz мм/зуб Max толщина стружки hex, мм Код заказа Начальное значение (min - max) Начальное значение (min - max) QD-NE-0200-035M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NF-0239-035M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NF-0250-035M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NG-0300-035M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) J QD-NG-0318-035M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NH-0400-040M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NJ-0476-045M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NJ-0500-045M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NK-0600-050M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NK-0635-050M-KM K 0.13 (0.05-0.18) 0.11 (0.04-0.15) QD-NE-0200-020E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NF-0239-020E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NF-0250-020E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NG-0300-020E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NG-0318-020E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NH-0400-025E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NJ-0476-030E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NJ-0500-030E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NK-0600-035E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) QD-NK-0635-035E-PL P 0.06 (0.02-0.08) 0.05 (0.02-0.08) K QD-NE-0200-020E-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NF-0239-020E-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NF-0250-020E-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NG-0300-020E-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NG-0318-020E-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NH-0400-025E-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NJ-0476-030E-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NJ-0500-030E-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NK-0600-035E-PM P 0.2 (0.08-0.12) 0.1 (0.07-0.1) QD-NK-0635-035E-PM P 0.2 (0.08-0.12) 0.1 (0.07-0.1) QD-NE-0200-020M-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NF-0239-020M-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NF-0250-020M-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NG-0300-020M-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NG-0318-020M-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NH-0400-025M-PM QD-NJ-0476-030M-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) L QD-NJ-0500-030M-PM P 0.13 (0.08-0.18) 0.11 (0.07-0.15) QD-NK-0600-035M-PM P 0.12 (0.08-0.12) 0.1 (0.07-0.1) QD-NK-0635-035M-PM P 0.12 (0.08-0.12) 0.1 (0.07-0.1) QD-NE-0200-035M-PH P 0.13 (0.05-0.15) 0.11 (0.04-0.13) QD-NF-0239-035M-PH P 0.13 (0.05-0.15) 0.11 (0.04-0.13) QD-NF-0250-035M-PH P 0.13 (0.05-0.15) 0.11 (0.04-0.13) QD-NG-0300-035M-PH P 0.13 (0.05-0.15) 0.11 (0.04-0.13) QD-NG-0318-035M-PH P 0.13 (0.05-0.15) 0.11 (0.04-0.13) QD-NH-0400-040M-PH P 0.13 (0.05-0.15) 0.11 (0.04-0.13) QD-NJ-0476-045M-PH P 0.13 (0.05-0.15) 0.11 (0.04-0.13) QD-NJ-0500-045M-PH P 0.13 (0.05-0.15) 0.11 (0.04-0.13) QD-NK-0600-050M-PH P 0.12 (0.05-0.12) 0.1 (0.04-0.1) QD-NK-0635-050M-PH P 0.12 (0.05-0.12) 0.1 (0.04-0.1) Рекомендации для фрез диаметром 63 мм M - PL — геометрия первого выбора для обработки материалов ISO P - При использовании геометрии РМ величина hex не должна превышать 70% от рекомендованного значения - Геометрия PH не рекомендуется N ФРЕЗЕРОВАНИЕ Рекомендуемые подачи I 165