Общий каталог Dormer Pramet 2017 - страница 868
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016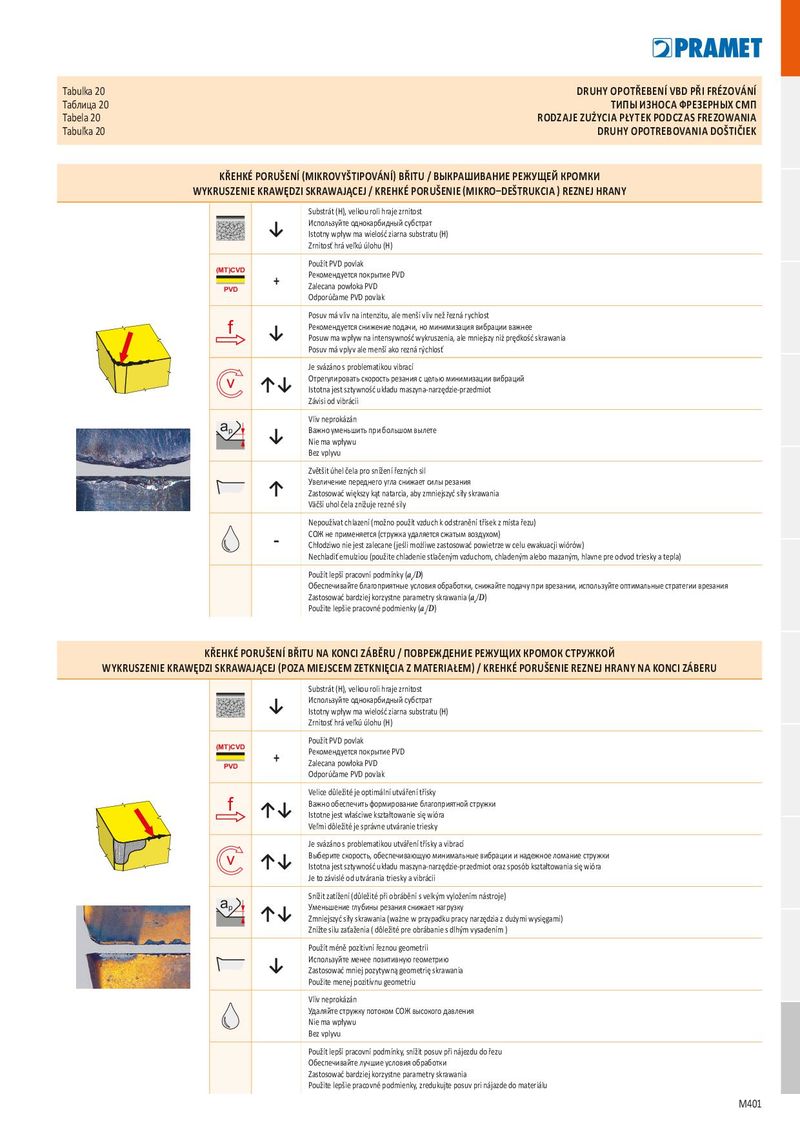
Tabulka 20 DRUHY OPOTŘEBENÍ VBD PŘI FRÉZOVÁNÍ Таблица 20 ТИПЫ ИЗНОСА ФРЕЗЕРНЫХ СМП Tabela 20 RODZA JE ZUŻYCIA PŁY TEK PODCZAS FREZOWANIA Tabuľka 20 DRUHY OPOTREBOVANIA DOŠTIČIEK KŘEHKÉ PORUŠENÍ (MIKROVYŠTIPOVÁNÍ) BŘITU / ВЫКРАШИВАНИЕ РЕЖУЩЕЙ КРОМКИ WYKRUSZENIE KRAWĘDZI SKRAWAJĄCEJ / KREHKÉ PORUŠENIE (MIKRO–DEŠTRUKCIA ) REZNEJ HRANY Substrát (H), velkou roli hraje zrnitost Используйте однокарбидный субстрат ↓ Istotny wpływ ma wielość ziarna substratu (H) Zrnitosť hrá veľkú úlohu (H) Použít PVD povlak (MT)CVD Рекомендуется покрытие PVD + PVD Zalecana powłoka PVD Odporúčame PVD povlak Posuv má vliv na intenzitu, ale menší vliv než řezná rychlost f Рекомендуется снижение подачи, но минимизация вибрации важнее ↓ Posuw ma wpływ na intensywność wykruszenia, ale mniejszy niż prędkość skrawania Posuv má vplyv ale menší ako rezná rýchlosť Je svázáno s problematikou vibrací Отрегулировать скорость резания с целью минимизации вибраций v ↑↓ Istotna jest sztywność układu maszyna-narzędzie-przedmiot Závisi od vibrácii Vliv neprokázán a p Важно уменьшить при большом вылете ↓ Nie ma wpływu Bez vplyvu Zvětšit úhel čela pro snížení řezných sil Увеличение переднего угла снижает силы резания ↑ Zastosować większy kąt natarcia, aby zmniejszyć siły skrawania Väčší uhol čela znižuje rezné sily Nepoužívat chlazení (možno použít vzduch k odstranění třísek z místa řezu) СОЖ не применяется (стружка удаляется сжатым воздухом) - Chłodziwo nie jest zalecane (jeśli możliwe zastosować powietrze w celu ewakuacji wiórów) Nechladiť emulziou (použite chladenie stlačeným vzduchom, chladeným alebo mazaným, hlavne pre odvod triesky a tepla) Použít lepší pracovní podmínky (a e /D) Обеспечивайте благоприятные условия обработки, снижайте подачу при врезании, используйте оптимальные стратегии врезания Zastosować bardziej korzystne parametry skrawania (a e /D) Použite lepšie pracovné podmienky (a e /D) KŘEHKÉ PORUŠENÍ BŘITU NA KONCI ZÁBĚRU / ПОВРЕЖДЕНИЕ РЕЖУЩИХ КРОМОК СТРУЖКОЙ WYKRUSZENIE KRAWĘDZI SKRAWAJĄCEJ (POZA MIEJSCEM ZETKNIĘCIA Z MATERIAŁEM) / KREHKÉ PORUŠENIE REZNEJ HRANY NA KONCI ZÁBERU Substrát (H), velkou roli hraje zrnitost Используйте однокарбидный субстрат ↓ Istotny wpływ ma wielość ziarna substratu (H) Zrnitosť hrá veľkú úlohu (H) Použít PVD povlak (MT)CVD Рекомендуется покрытие PVD + PVD Zalecana powłoka PVD Odporúčame PVD povlak Velice důležité je optimální utváření třísky f Важно обеспечить формирование благоприятной стружки ↑↓ Istotne jest właściwe kształtowanie się wióra Veľmi dôležité je správne utváranie triesky Je svázáno s problematikou utváření třísky a vibrací Выберите скорость, обеспечивающую минимальные вибрации и надежное ломание стружки v ↑↓ Istotna jest sztywność układu maszyna-narzędzie-przedmiot oraz sposób kształtowania się wióra Je to závislé od utvárania triesky a vibrácii Snížit zatížení (důležité při obrábění s velkým vyložením nástroje) a p Уменьшение глубины резания снижает нагрузку ↑↓ Zmniejszyć siły skrawania (ważne w przypadku pracy narzędzia z dużymi wysięgami) Znížte silu zaťaženia ( dôležité pre obrábanie s dlhým vysadením ) Použít méně pozitivní řeznou geometrii Используйте менее позитивную геометрию ↓ Zastosować mniej pozytywną geometrię skrawania Použite menej pozitívnu geometriu Vliv neprokázán Удаляйте стружку потоком СОЖ высокого давления Nie ma wpływu Bez vplyvu Použít lepší pracovní podmínky, snížit posuv při nájezdu do řezu Обеспечивайте лучшие условия обработки Zastosować bardziej korzystne parametry skrawania Použite lepšie pracovné podmienky, zredukujte posuv pri nájazde do materiálu M401