Общий каталог Dormer Pramet 2017 - страница 867
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016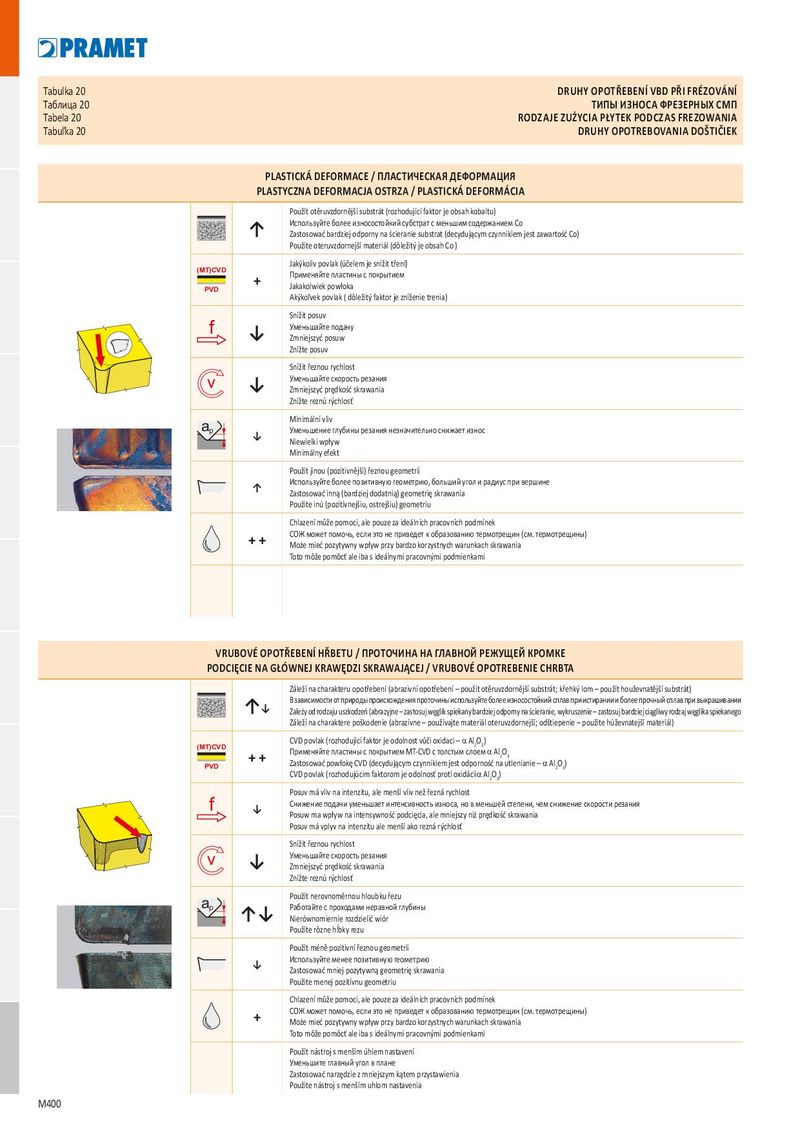
Tabulka 20 DRUHY OPOTŘEBENÍ VBD PŘI FRÉZOVÁNÍ Таблица 20 ТИПЫ ИЗНОСА ФРЕЗЕРНЫХ СМП Tabela 20 RODZA JE ZUŻYCIA PŁY TEK PODCZAS FREZOWANIA Tabuľka 20 DRUHY OPOTREBOVANIA DOŠTIČIEK PLASTICKÁ DEFORMACE / ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ PLASTYCZNA DEFORMACJA OSTRZA / PLASTICKÁ DEFORMÁCIA Použít otěruvzdornější substrát (rozhodující faktor je obsah kobaltu) Используйте более износостойкий субстрат с меньшим содержанием Co ↑ Zastosować bardziej odporny na ścieranie substrat (decydującym czynnikiem jest zawartość Co) Použite oteruvzdornejší materiál (dôležitý je obsah Co ) Jakýkoliv povlak (účelem je snížit tření) (MT)CVD Применяйте пластины с покрытием + PVD Jakakolwiek powłoka Akýkoľvek povlak ( dôležitý faktor je zníženie trenia) Snížit posuv f Уменьшайте подачу ↓ Zmniejszyć posuw Znížte posuv Snížit řeznou rychlost Уменьшайте скорость резания v ↓ Zmniejszyć prędkość skrawania Znížte reznú rýchlosť Minimální vliv a p Уменьшение глубины резания незначительно снижает износ ↓ Niewielki wpływ Minimálny efekt Použít jinou (pozitivnější) řeznou geometrii Используйте более позитивную геометрию, больший угол и радиус при вершине ↑ Zastosować inną (bardziej dodatnią) geometrię skrawania Použite inú (pozitívnejšiu, ostrejšiu) geometriu Chlazení může pomoci, ale pouze za ideálních pracovních podmínek СОЖ может помочь, если это не приведет к образованию термотрещин (см. термотрещины) + + Może mieć pozytywny wpływ przy bardzo korzystnych warunkach skrawania Toto môže pomôcť ale iba s ideálnymi pracovnými podmienkami VRUBOVÉ OPOTŘEBENÍ HŘBETU / ПРОТОЧИНА НА ГЛАВНОЙ РЕЖУЩЕЙ КРОМКЕ PODCIĘCIE NA GŁÓWNEJ KRAWĘDZI SKRAWAJĄCEJ / VRUBOVÉ OPOTREBENIE CHRBTA Záleží na charakteru opotřebení (abrazivní opotřebení – použít otěruvzdornější substrát; křehký lom – použít houževnatější substrát) В зависимости от природы происхождения проточины используйте более износостойкий сплав при истирании и более прочный сплав при выкрашивании ↑↓ Zależy od rodzaju uszkodzeń (abrazyjne – zastosuj węglik spiekany bardziej odporny na ścieranie, wykruszenie – zastosuj bardziej ciągliwy rodzaj węglika spiekanego Záleží na charaktere poškodenie (abrazívne – používajte materiál oteruvzdornejší; odštiepenie – použite húževnatejší materiál) CVD povlak (rozhodující faktor je odolnost vůči oxidaci – a Al (MT)CVD 2 O 3 ) Применяйте пластины с покрытием MT-CVD с толстым слоем a Al 2 O 3 + + PVD Zastosować powłokę CVD (decydującym czynnikiem jest odporność na utlenianie – a Al 2 O 3 ) CVD povlak (rozhodujúcim faktorom je odolnosť proti oxidáciia Al 2 O 3 ) Posuv má vliv na intenzitu, ale menší vliv než řezná rychlost f Снижение подачи уменьшает интенсивность износа, но в меньшей степени, чем снижение скорости резания ↓ Posuw ma wpływ na intensywność podcięcia, ale mniejszy niż prędkość skrawania Posuv má vplyv na intenzitu ale menší ako rezná rýchlosť Snížit řeznou rychlost Уменьшайте скорость резания v ↓ Zmniejszyć prędkość skrawania Znížte reznú rýchlosť Použít nerovnoměrnou hloubku řezu a p Работайте с проходами неравной глубины ↑↓ Nierównomiernie rozdzielić wiór Použite rôzne hĺbky rezu Použít méně pozitivní řeznou geometrii Используйте менее позитивную геометрию ↓ Zastosować mniej pozytywną geometrię skrawania Použite menej pozitívnu geometriu Chlazení může pomoci, ale pouze za ideálních pracovních podmínek СОЖ может помочь, если это не приведет к образованию термотрещин (см. термотрещины) + Może mieć pozytywny wpływ przy bardzo korzystnych warunkach skrawania Toto môže pomôcť ale iba s ideálnymi pracovnými podmienkami Použít nástroj s menším úhlem nastavení Уменьшите главный угол в плане Zastosować narzędzie z mniejszym kątem przystawienia Použite nástroj s menším uhlom nastavenia M400