Общий каталог Dormer Pramet 2017 - страница 862
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016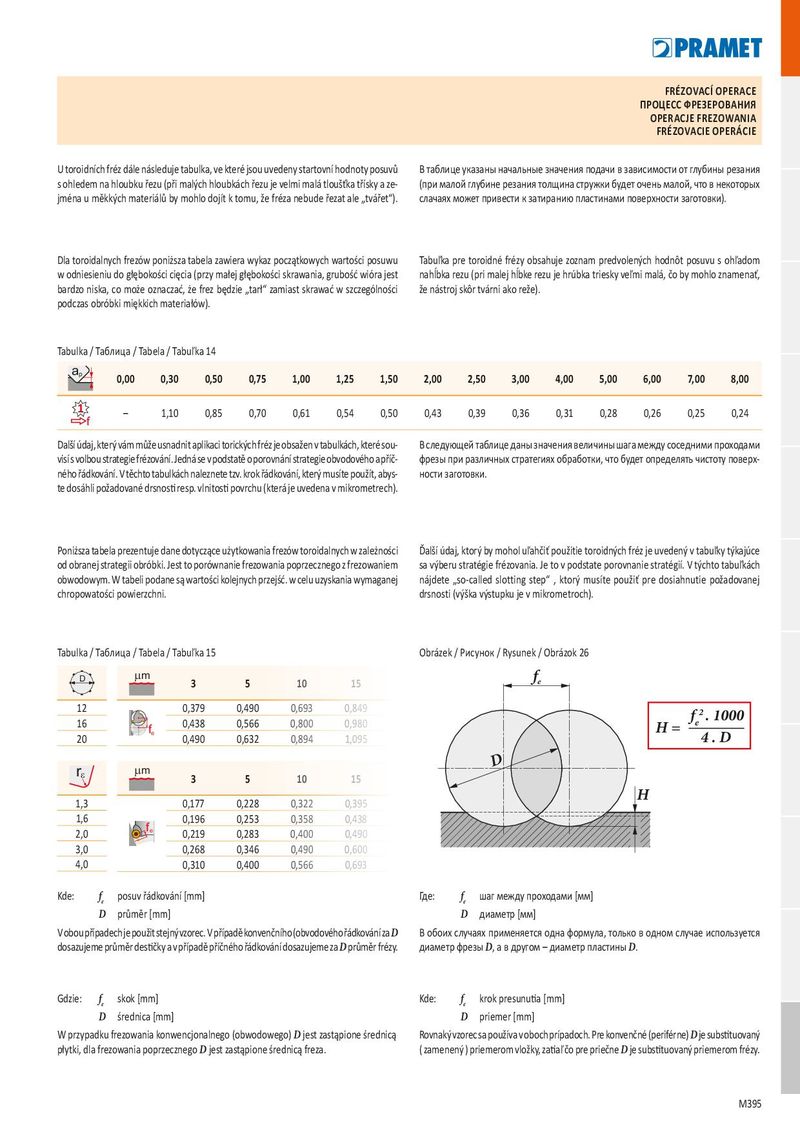
FRÉZOVACÍ OPERACE ПРОЦЕСС ФРЕЗЕРОВАНИЯ OPERACJE FREZOWANIA FRÉZOVACIE OPERÁCIE U toroidních fréz dále následuje tabulka, ve které jsou uvedeny startovní hodnoty posuvů В таблице указаны начальные значения подачи в зависимости от глубины резания s ohledem na hloubku řezu (při malých hloubkách řezu je velmi malá tloušťka třísky a ze- (при малой глубине резания толщина стружки будет очень малой, что в некоторых jména u měkkých materiálů by mohlo dojít k tomu, že fréza nebude řezat ale „tvářet“). слачаях может привести к затиранию пластинами поверхности заготовки). Dla toroidalnych frezów poniższa tabela zawiera wykaz początkowych wartości posuwu Tabuľka pre toroidné frézy obsahuje zoznam predvolených hodnôt posuvu s ohľadom w odniesieniu do głębokości cięcia (przy małej głębokości skrawania, grubość wióra jest nahĺbka rezu (pri malej hĺbke rezu je hrúbka triesky veľmi malá, čo by mohlo znamenať, bardzo niska, co może oznaczać, że frez będzie „tarł“ zamiast skrawać w szczególności že nástroj skôr tvárni ako reže). podczas obróbki miękkich materiałów). Tabulka / Таблица / Tabela / Tabuľka 14 a p 0,00 0,30 0,50 0,75 1,00 1,25 1,50 2,00 2,50 3,00 4,00 5,00 6,00 7,00 8,00 1 – 1,10 0,85 0,70 0,61 0,54 0,50 0,43 0,39 0,36 0,31 0,28 0,26 0,25 0,24 f Další údaj, který vám může usnadnit aplikaci torických fréz je obsažen v tabulkách, které sou- В следующей таблице даны значения величины шага между соседними проходами visí s volbou strategie frézování. Jedná se v podstatě o porovnání strategie obvodového a příč- фрезы при различных стратегиях обработки, что будет определять чистоту поверх- ného řádkování. V těchto tabulkách naleznete tzv. krok řádkování, který musíte použít, abys- ности заготовки. te dosáhli požadované drsnosti resp. vlnitosti povrchu (která je uvedena v mikrometrech). Poniższa tabela prezentuje dane dotyczące użytkowania frezów toroidalnych w zależności Ďalší údaj, ktorý by mohol uľahčiť použitie toroidných fréz je uvedený v tabuľky týkajúce od obranej strategii obróbki. Jest to porównanie frezowania poprzecznego z frezowaniem sa výberu stratégie frézovania. Je to v podstate porovnanie stratégií. V týchto tabuľkách obwodowym. W tabeli podane są wartości kolejnych przejść. w celu uzyskania wymaganej nájdete „so-called slotting step“ , ktorý musíte použiť pre dosiahnutie požadovanej chropowatości powierzchni. drsnosti (výška výstupku je v mikrometroch). Tabulka / Таблица / Tabela / Tabuľka 15 Obrázek / Рисунок / Rysunek / Obrázok 26 D m m f 3 5 10 15 20 e 12 0,379 0,490 0,693 0,849 0,980 2 f . 1000 16 0,438 0,566 0,800 0,980 1,131 e f e H = 20 0,490 0,632 0,894 1,095 1,265 4 . D D r e m m 3 5 10 15 20 H 1,3 0,177 0,228 0,322 0,395 0,456 1,6 0,196 0,253 0,358 0,438 0,506 f e 2,0 0,219 0,283 0,400 0,490 0,566 3,0 0,268 0,346 0,490 0,600 0,693 4,0 0,310 0,400 0,566 0,693 0,800 Kde: f e posuv řádkování [mm] Где: f e шаг между проходами [мм] D průměr [mm] D диаметр [мм] V obou případech je použit stejný vzorec. V případě konvenčního (obvodového řádkování za D В обоих случаях применяется одна формула, только в одном случае используется dosazujeme průměr destičky a v případě příčného řádkování dosazujeme za D průměr frézy. диаметр фрезы D, а в другом – диаметр пластины D. Gdzie: f e skok [mm] Kde: f e krok presunutia [mm] D średnica [mm] D priemer [mm] W przypadku frezowania konwencjonalnego (obwodowego) D jest zastąpione średnicą Rovnaký vzorec sa používa v oboch prípadoch. Pre konvenčné (periférne) D je substituovaný płytki, dla frezowania poprzecznego D jest zastąpione średnicą freza. ( zamenený ) priemerom vložky, zatiaľ čo pre priečne D je substituovaný priemerom frézy. M395