Общий каталог Dormer Pramet 2017 - страница 861
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016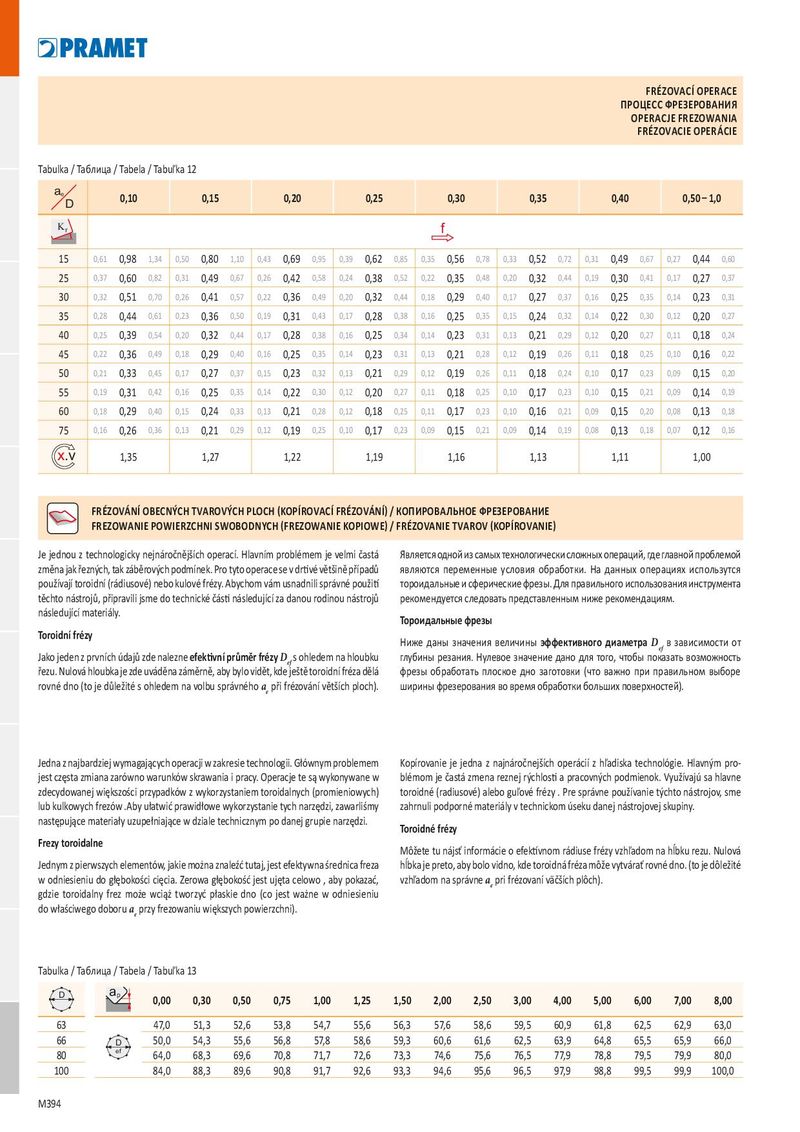
FRÉZOVACÍ OPERACE ПРОЦЕСС ФРЕЗЕРОВАНИЯ OPERACJE FREZOWANIA FRÉZOVACIE OPERÁCIE Tabulka / Таблица / Tabela / Tabuľka 12 a e 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,50 – 1,0 D K r f 15 0,61 0,98 1,34 0,50 0,80 1,10 0,43 0,69 0,95 0,39 0,62 0,85 0,35 0,56 0,78 0,33 0,52 0,72 0,31 0,49 0,67 0,27 0,44 0,60 25 0,37 0,60 0,82 0,31 0,49 0,67 0,26 0,42 0,58 0,24 0,38 0,52 0,22 0,35 0,48 0,20 0,32 0,44 0,19 0,30 0,41 0,17 0,27 0,37 30 0,32 0,51 0,70 0,26 0,41 0,57 0,22 0,36 0,49 0,20 0,32 0,44 0,18 0,29 0,40 0,17 0,27 0,37 0,16 0,25 0,35 0,14 0,23 0,31 35 0,28 0,44 0,61 0,23 0,36 0,50 0,19 0,31 0,43 0,17 0,28 0,38 0,16 0,25 0,35 0,15 0,24 0,32 0,14 0,22 0,30 0,12 0,20 0,27 40 0,25 0,39 0,54 0,20 0,32 0,44 0,17 0,28 0,38 0,16 0,25 0,34 0,14 0,23 0,31 0,13 0,21 0,29 0,12 0,20 0,27 0,11 0,18 0,24 45 0,22 0,36 0,49 0,18 0,29 0,40 0,16 0,25 0,35 0,14 0,23 0,31 0,13 0,21 0,28 0,12 0,19 0,26 0,11 0,18 0,25 0,10 0,16 0,22 50 0,21 0,33 0,45 0,17 0,27 0,37 0,15 0,23 0,32 0,13 0,21 0,29 0,12 0,19 0,26 0,11 0,18 0,24 0,10 0,17 0,23 0,09 0,15 0,20 55 0,19 0,31 0,42 0,16 0,25 0,35 0,14 0,22 0,30 0,12 0,20 0,27 0,11 0,18 0,25 0,10 0,17 0,23 0,10 0,15 0,21 0,09 0,14 0,19 60 0,18 0,29 0,40 0,15 0,24 0,33 0,13 0,21 0,28 0,12 0,18 0,25 0,11 0,17 0,23 0,10 0,16 0,21 0,09 0,15 0,20 0,08 0,13 0,18 75 0,16 0,26 0,36 0,13 0,21 0,29 0,12 0,19 0,25 0,10 0,17 0,23 0,09 0,15 0,21 0,09 0,14 0,19 0,08 0,13 0,18 0,07 0,12 0,16 x.v 1,35 1,27 1,22 1,19 1,16 1,13 1,11 1,00 FRÉZOVÁNÍ OBECNÝCH TVAROVÝCH PLOCH (KOPÍROVACÍ FRÉZOVÁNÍ) / КОПИРОВАЛЬНОЕ ФРЕЗЕРОВАНИЕ FREZOWANIE POWIERZCHNI SWOBODNYCH (FREZOWANIE KOPIOWE) / FRÉZOVANIE TVAROV (KOPÍROVANIE) Je jednou z technologicky nejnáročnějších operací. Hlavním problémem je velmi častá Является одной из самых технологически сложных операций, где главной проблемой změna jak řezných, tak záběrových podmínek. Pro tyto operace se v drtivé většině případů являются переменные условия обработки. На данных операциях использутся používají toroidní (rádiusové) nebo kulové frézy. Abychom vám usnadnili správné použití тороидальные и сферические фрезы. Для правильного использования инструмента těchto nástrojů, připravili jsme do technické části následující za danou rodinou nástrojů рекомендуется следовать представленным ниже рекомендациям. následující materiály. Тороидальные фрезы Toroidní frézy Ниже даны значения величины эффективного диаметра D ef в зависимости от Jako jeden z prvních údajů zde nalezne efektivní průměr frézy D ef s ohledem na hloubku глубины резания. Нулевое значение дано для того, чтобы показать возможность řezu. Nulová hloubka je zde uváděna záměrně, aby bylo vidět, kde ještě toroidní fréza dělá фрезы обработать плоское дно заготовки (что важно при правильном выборе rovné dno (to je důležité s ohledem na volbu správného a e při frézování větších ploch). ширины фрезерования во время обработки больших поверхностей). Jedna z najbardziej wymagających operacji w zakresie technologii. Głównym problemem Kopírovanie je jedna z najnáročnejších operácií z hľadiska technológie. Hlavným pro- jest częsta zmiana zarówno warunków skrawania i pracy. Operacje te są wykonywane w blémom je častá zmena reznej rýchlosti a pracovných podmienok. Využívajú sa hlavne zdecydowanej większości przypadków z wykorzystaniem toroidalnych (promieniowych) toroidné (radiusové) alebo guľové frézy . Pre správne používanie týchto nástrojov, sme lub kulkowych frezów .Aby ułatwić prawidłowe wykorzystanie tych narzędzi, zawarliśmy zahrnuli podporné materiály v technickom úseku danej nástrojovej skupiny. następujące materiały uzupełniające w dziale technicznym po danej grupie narzędzi. Toroidné frézy Frezy toroidalne Môžete tu nájsť informácie o efektívnom rádiuse frézy vzhľadom na hĺbku rezu. Nulová Jednym z pierwszych elementów, jakie można znaleźć tutaj, jest efektywna średnica freza hĺbka je preto, aby bolo vidno, kde toroidná fréza môže vytvárať rovné dno. (to je dôležité w odniesieniu do głębokości cięcia. Zerowa głębokość jest ujęta celowo , aby pokazać, vzhľadom na správne a e pri frézovaní väčších plôch). gdzie toroidalny frez może wciąż tworzyć płaskie dno (co jest ważne w odniesieniu do właściwego doboru a e przy frezowaniu większych powierzchni). Tabulka / Таблица / Tabela / Tabuľka 13 D a p 0,00 0,30 0,50 0,75 1,00 1,25 1,50 2,00 2,50 3,00 4,00 5,00 6,00 7,00 8,00 63 47,0 51,3 52,6 53,8 54,7 55,6 56,3 57,6 58,6 59,5 60,9 61,8 62,5 62,9 63,0 66 D 50,0 54,3 55,6 56,8 57,8 58,6 59,3 60,6 61,6 62,5 63,9 64,8 65,5 65,9 66,0 ef 80 64,0 68,3 69,6 70,8 71,7 72,6 73,3 74,6 75,6 76,5 77,9 78,8 79,5 79,9 80,0 100 84,0 88,3 89,6 90,8 91,7 92,6 93,3 94,6 95,6 96,5 97,9 98,8 99,5 99,9 100,0 M394