Общий каталог Dormer Pramet 2017 - страница 857
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016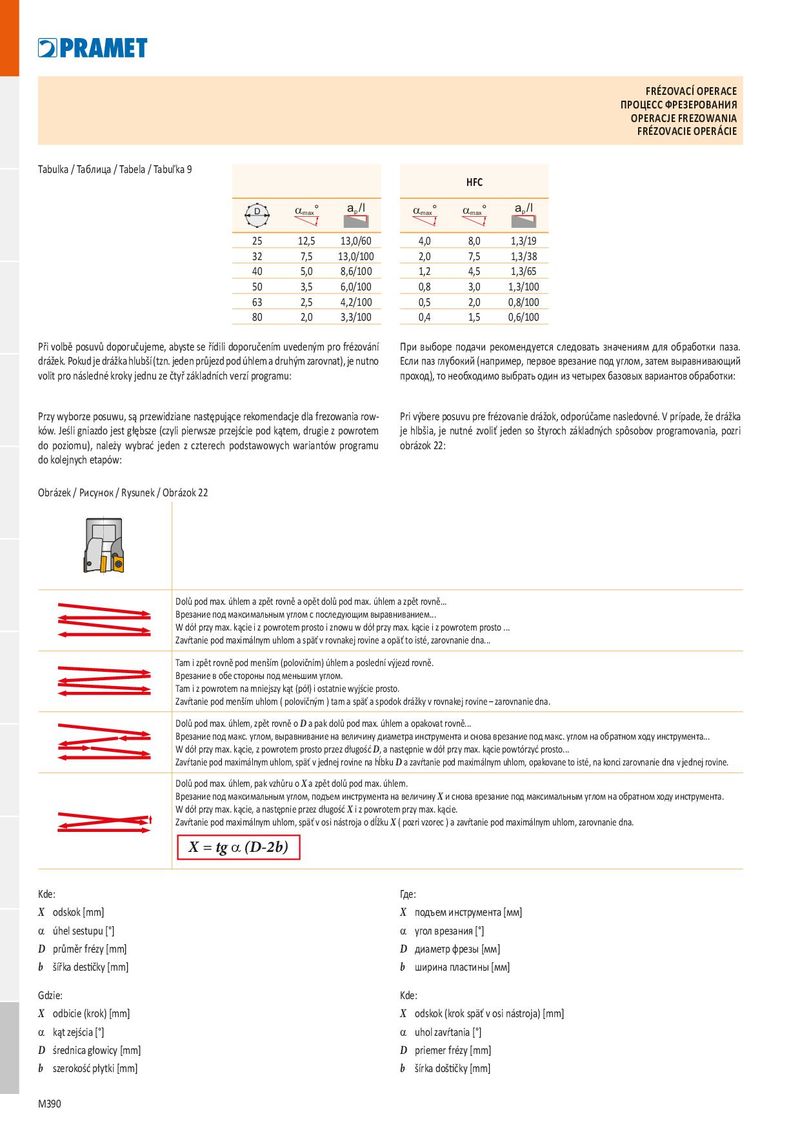
FRÉZOVACÍ OPERACE ПРОЦЕСС ФРЕЗЕРОВАНИЯ OPERACJE FREZOWANIA FRÉZOVACIE OPERÁCIE Tabulka / Таблица / Tabela / Tabuľka 9 HFC D a max ° a p /l a max ° a max ° a p /l 25 12,5 13,0/60 4,0 8,0 1,3/19 32 7,5 13,0/100 2,0 7,5 1,3/38 40 5,0 8,6/100 1,2 4,5 1,3/65 50 3,5 6,0/100 0,8 3,0 1,3/100 63 2,5 4,2/100 0,5 2,0 0,8/100 80 2,0 3,3/100 0,4 1,5 0,6/100 Při volbě posuvů doporučujeme, abyste se řídili doporučením uvedeným pro frézování При выборе подачи рекомендуется следовать значениям для обработки паза. drážek. Pokud je drážka hlubší (tzn. jeden průjezd pod úhlem a druhým zarovnat), je nutno Если паз глубокий (например, первое врезание под углом, затем выравнивающий volit pro následné kroky jednu ze čtyř základních verzí programu: проход), то необходимо выбрать один из четырех базовых вариантов обработки: Przy wyborze posuwu, są przewidziane następujące rekomendacje dla frezowania row- Pri výbere posuvu pre frézovanie drážok, odporúčame nasledovné. V prípade, že drážka ków. Jeśli gniazdo jest głębsze (czyli pierwsze przejście pod kątem, drugie z powrotem je hlbšia, je nutné zvoliť jeden so štyroch základných spôsobov programovania, pozri do poziomu), należy wybrać jeden z czterech podstawowych wariantów programu obrázok 22: do kolejnych etapów: Obrázek / Рисунок / Rysunek / Obrázok 22 Dolů pod max. úhlem a zpět rovně a opět dolů pod max. úhlem a zpět rovně... Врезание под максимальным углом с последующим выравниванием... W dół przy max. kącie i z powrotem prosto i znowu w dół przy max. kącie i z powrotem prosto ... Zavŕtanie pod maximálnym uhlom a späť v rovnakej rovine a opäť to isté, zarovnanie dna... Tam i zpět rovně pod menším (polovičním) úhlem a poslední výjezd rovně. Врезание в обе стороны под меньшим углом. Tam i z powrotem na mniejszy kąt (pół) i ostatnie wyjście prosto. Zavŕtanie pod menším uhlom ( polovičným ) tam a späť a spodok drážky v rovnakej rovine – zarovnanie dna. Dolů pod max. úhlem, zpět rovně o D a pak dolů pod max. úhlem a opakovat rovně... Врезание под макс. углом, выравнивание на величину диаметра инструмента и снова врезание под макс. углом на обратном ходу инструмента... W dół przy max. kącie, z powrotem prosto przez długość D, a następnie w dół przy max. kącie powtórzyć prosto... Zavŕtanie pod maximálnym uhlom, späť v jednej rovine na hĺbku D a zavŕtanie pod maximálnym uhlom, opakovane to isté, na konci zarovnanie dna v jednej rovine. Dolů pod max. úhlem, pak vzhůru o X a zpět dolů pod max. úhlem. Врезание под максимальным углом, подъем инструмента на величину X и снова врезание под максимальным углом на обратном ходу инструмента. W dół przy max. kącie, a następnie przez długość X i z powrotem przy max. kącie. Zavŕtanie pod maximálnym uhlom, späť v osi nástroja o dĺžku X ( pozri vzorec ) a zavŕtanie pod maximálnym uhlom, zarovnanie dna. X = tg a (D-2b) Kde: Где: X odskok [mm] X подъем инструмента [мм] a úhel sestupu [°] a угол врезания [°] D průměr frézy [mm] D диаметр фрезы [мм] b šířka destičky [mm] b ширина пластины [мм] Gdzie: Kde: X odbicie (krok) [mm] X odskok (krok späť v osi nástroja) [mm] a kąt zejścia [°] a uhol zavŕtania [°] D średnica głowicy [mm] D priemer frézy [mm] b szerokość płytki [mm] b šírka doštičky [mm] M390