Общий каталог Dormer Pramet 2017 - страница 858
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016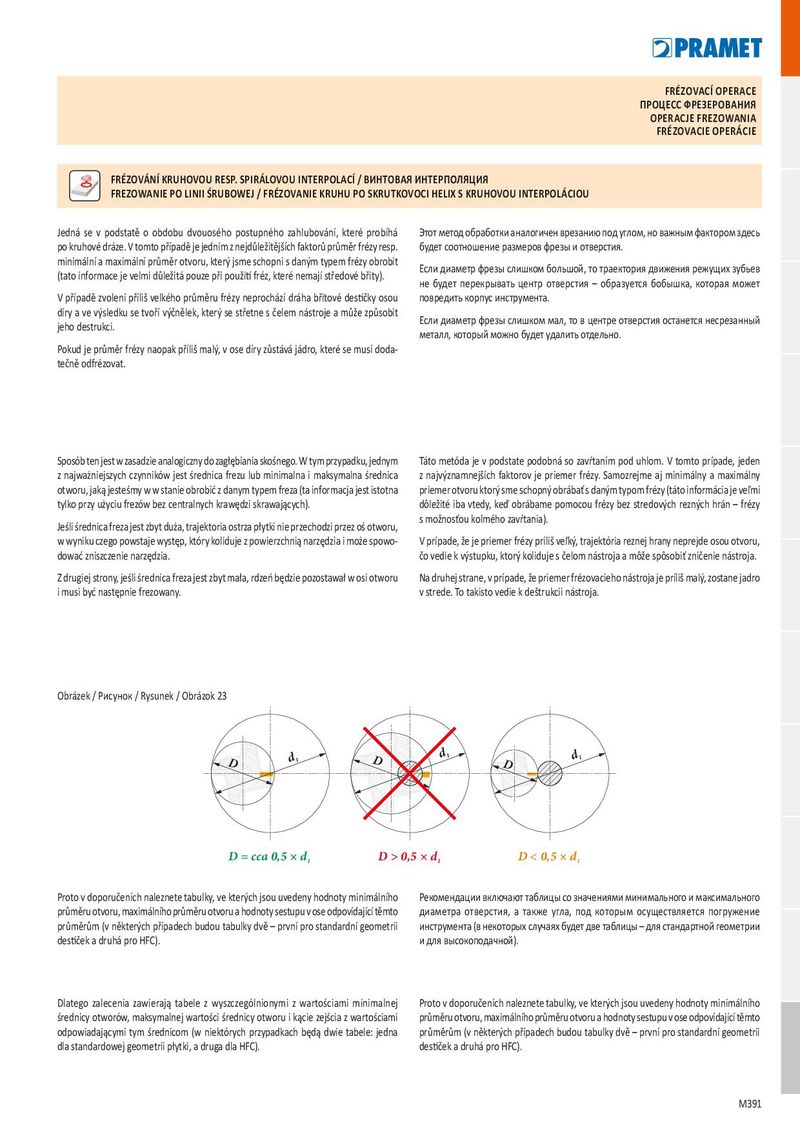
FRÉZOVACÍ OPERACE ПРОЦЕСС ФРЕЗЕРОВАНИЯ OPERACJE FREZOWANIA FRÉZOVACIE OPERÁCIE FRÉZOVÁNÍ KRUHOVOU RESP. SPIRÁLOVOU INTERPOLACÍ / ВИНТОВАЯ ИНТЕРПОЛЯЦИЯ FREZOWANIE PO LINII ŚRUBOWEJ / FRÉZOVANIE KRUHU PO SKRUTKOVOCI HELIX S KRUHOVOU INTERPOLÁCIOU Jedná se v podstatě o obdobu dvouosého postupného zahlubování, které probíhá Этот метод обработки аналогичен врезанию под углом, но важным фактором здесь po kruhové dráze. V tomto případě je jedním z nejdůležitějších faktorů průměr frézy resp. будет соотношение размеров фрезы и отверстия. minimální a maximální průměr otvoru, který jsme schopni s daným typem frézy obrobit Если диаметр фрезы слишком большой, то траектория движения режущих зубьев (tato informace je velmi důležitá pouze při použití fréz, které nemají středové břity). не будет перекрывать центр отверстия – образуется бобышка, которая может V případě zvolení příliš velkého průměru frézy neprochází dráha břitové destičky osou повредить корпус инструмента. díry a ve výsledku se tvoří výčnělek, který se střetne s čelem nástroje a může způsobit Если диаметр фрезы слишком мал, то в центре отверстия останется несрезанный jeho destrukci. металл, который можно будет удалить отдельно. Pokud je průměr frézy naopak příliš malý, v ose díry zůstává jádro, které se musí doda- tečně odfrézovat. Sposób ten jest w zasadzie analogiczny do zagłębiania skośnego. W tym przypadku, jednym Táto metóda je v podstate podobná so zavŕtaním pod uhlom. V tomto prípade, jeden z najważniejszych czynników jest średnica frezu lub minimalna i maksymalna średnica z najvýznamnejších faktorov je priemer frézy. Samozrejme aj minimálny a maximálny otworu, jaką jesteśmy w w stanie obrobić z danym typem freza (ta informacja jest istotna priemer otvoru ktorý sme schopný obrábať s daným typom frézy (táto informácia je veľmi tylko przy użyciu frezów bez centralnych krawędzi skrawających). dôležité iba vtedy, keď obrábame pomocou frézy bez stredových rezných hrán – frézy s možnosťou kolmého zavŕtania). Jeśli średnica freza jest zbyt duża, trajektoria ostrza płytki nie przechodzi przez oś otworu, w wyniku czego powstaje występ, który koliduje z powierzchnią narzędzia i może spowo- V prípade, že je priemer frézy príliš veľký, trajektória reznej hrany neprejde osou otvoru, dować zniszczenie narzędzia. čo vedie k výstupku, ktorý koliduje s čelom nástroja a môže spôsobiť zničenie nástroja. Z drugiej strony, jeśli średnica freza jest zbyt mała, rdzeń będzie pozostawał w osi otworu Na druhej strane, v prípade, že priemer frézovacieho nástroja je príliš malý, zostane jadro i musi być następnie frezowany. v strede. To takisto vedie k deštrukcii nástroja. Obrázek / Рисунок / Rysunek / Obrázok 23 d 1 d 1 D d 1 D D D = cca 0,5 × d 1 D > 0,5 × d 1 D < 0,5 × d 1 Proto v doporučeních naleznete tabulky, ve kterých jsou uvedeny hodnoty minimálního Рекомендации включают таблицы со значениями минимального и максимального průměru otvoru, maximálního průměru otvoru a hodnoty sestupu v ose odpovídající těmto диаметра отверстия, а также угла, под которым осуществляется погружение průměrům (v některých případech budou tabulky dvě – první pro standardní geometrii инструмента (в некоторых случаях будет две таблицы – для стандартной геометрии destiček a druhá pro HFC). и для высокоподачной). Dlatego zalecenia zawierają tabele z wyszczególnionymi z wartościami minimalnej Proto v doporučeních naleznete tabulky, ve kterých jsou uvedeny hodnoty minimálního średnicy otworów, maksymalnej wartości średnicy otworu i kącie zejścia z wartościami průměru otvoru, maximálního průměru otvoru a hodnoty sestupu v ose odpovídající těmto odpowiadającymi tym średnicom (w niektórych przypadkach będą dwie tabele: jedna průměrům (v některých případech budou tabulky dvě – první pro standardní geometrii dla standardowej geometrii płytki, a druga dla HFC). destiček a druhá pro HFC). M391