Общий каталог Dormer Pramet 2017 - страница 848
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016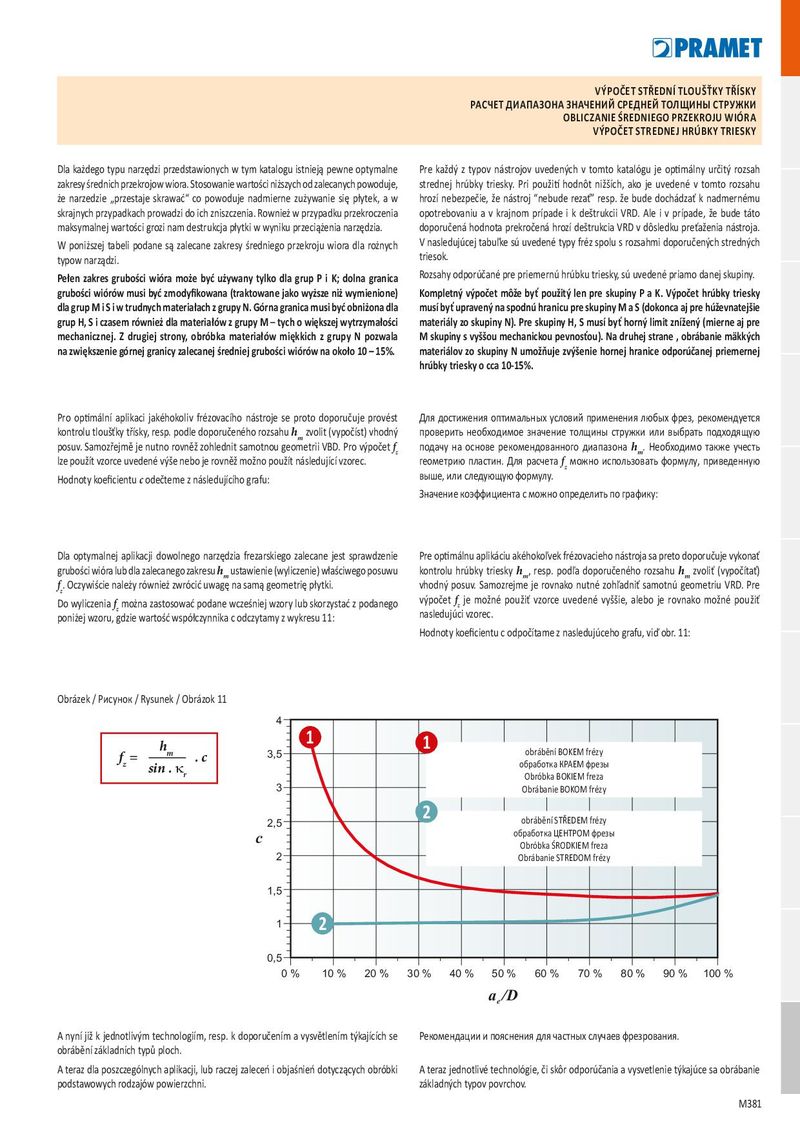
V ÝPOČET STŘEDNÍ TLOUŠŤKY TŘÍSKY РАСЧЕТ ДИАПАЗОНА ЗНАЧЕНИЙ СРЕДНЕЙ ТОЛЩИНЫ СТРУЖКИ OBLICZANIE ŚREDNIEGO PRZEKROJU WIÓRA V ÝPOČET STREDNEJ HRÚBKY TRIESKY Dla każdego typu narzędzi przedstawionych w tym katalogu istnieją pewne optymalne Pre každý z typov nástrojov uvedených v tomto katalógu je optimálny určitý rozsah zakresy średnich przekrojow wiora. Stosowanie wartości niższych od zalecanych powoduje, strednej hrúbky triesky. Pri použití hodnôt nižších, ako je uvedené v tomto rozsahu że narzedzie „przestaje skrawać“ co powoduje nadmierne zużywanie się płytek, a w hrozí nebezpečie, že nástroj “nebude rezať” resp. že bude dochádzať k nadmernému skrajnych przypadkach prowadzi do ich zniszczenia. Rownież w przypadku przekroczenia opotrebovaniu a v krajnom prípade i k deštrukcii VRD. Ale i v prípade, že bude táto maksymalnej wartości grozi nam destrukcja płytki w wyniku przeciążenia narzędzia. doporučená hodnota prekročená hrozí deštrukcia VRD v dôsledku preťaženia nástroja. W poniższej tabeli podane są zalecane zakresy średniego przekroju wiora dla rożnych V nasledujúcej tabuľke sú uvedené typy fréz spolu s rozsahmi doporučených stredných typow narządzi. triesok. Pełen zakres grubości wióra może być używany tylko dla grup P i K; dolna granica Rozsahy odporúčané pre priemernú hrúbku triesky, sú uvedené priamo danej skupiny. grubości wiórów musi być zmodyfikowana (traktowane jako wyższe niż wymienione) Kompletný výpočet môže byť použitý len pre skupiny P a K. Výpočet hrúbky triesky dla grup M i S i w trudnych materiałach z grupy N. Górna granica musi być obniżona dla musí byť upravený na spodnú hranicu pre skupiny M a S (dokonca aj pre húževnatejšie grup H, S i czasem również dla materiałów z grupy M – tych o większej wytrzymałości materiály zo skupiny N). Pre skupiny H, S musí byť horný limit znížený (mierne aj pre mechanicznej. Z drugiej strony, obróbka materiałów miękkich z grupy N pozwala M skupiny s vyššou mechanickou pevnosťou). Na druhej strane , obrábanie mäkkých na zwiększenie górnej granicy zalecanej średniej grubości wiórów na około 10 – 15%. materiálov zo skupiny N umožňuje zvýšenie hornej hranice odporúčanej priemernej hrúbky triesky o cca 10-15%. Pro optimální aplikaci jakéhokoliv frézovacího nástroje se proto doporučuje provést Для достижения оптимальных условий применения любых фрез, рекомендуется kontrolu tloušťky třísky, resp. podle doporučeného rozsahu h m zvolit (vypočíst) vhodný проверить необходимое значение толщины стружки или выбрать подходящую posuv. Samozřejmě je nutno rovněž zohlednit samotnou geometrii VBD. Pro výpočet f z подачу на основе рекомендованного диапазона h m . Необходимо также учесть lze použít vzorce uvedené výše nebo je rovněž možno použít následující vzorec. геометрию пластин. Для расчета f z можно использовать формулу, приведенную Hodnoty koeficientu c odečteme z následujícího grafu: выше, или следующую формулу. Значение коэффициента с можно определить по графику: Dla optymalnej aplikacji dowolnego narzędzia frezarskiego zalecane jest sprawdzenie Pre optimálnu aplikáciu akéhokoľvek frézovacieho nástroja sa preto doporučuje vykonať grubości wióra lub dla zalecanego zakresu h m ustawienie (wyliczenie) właściwego posuwu kontrolu hrúbky triesky h m , resp. podľa doporučeného rozsahu h m zvoliť (vypočítať) f z . Oczywiście należy również zwrócić uwagę na samą geometrię płytki. vhodný posuv. Samozrejme je rovnako nutné zohľadniť samotnú geometriu VRD. Pre Do wyliczenia f výpočet f z można zastosować podane wcześniej wzory lub skorzystać z podanego z je možné použiť vzorce uvedené vyššie, alebo je rovnako možné použiť poniżej wzoru, gdzie wartość współczynnika c odczytamy z wykresu 11: nasledujúci vzorec. Hodnoty koeficientu c odpočítame z nasledujúceho grafu, viď obr. 11: Obrázek / Рисунок / Rysunek / Obrázok 11 4 1 h 1 m 3,5 obrábění BOKEM frézy f = . c z обработка КРАЕМ фрезы sin . k r Obróbka BOKIEM freza 3 Obrábanie BOKOM frézy 2 2,5 obrábění STŘEDEM frézy обработка ЦЕНТРОМ фрезы c Obróbka ŚRODKIEM freza 2 Obrábanie STREDOM frézy 1,5 1 2 0,5 0 % 10 % 20 % 30 % 40 % 50 % 60 % 70 % 80 % 90 % 100 % a e /D A nyní již k jednotlivým technologiím, resp. k doporučením a vysvětlením týkajících se Рекомендации и пояснения для частных случаев фрезрования. obrábění základních typů ploch. A teraz dla poszczególnych aplikacji, lub raczej zaleceń i objaśnień dotyczących obróbki A teraz jednotlivé technológie, či skôr odporúčania a vysvetlenie týkajúce sa obrábanie podstawowych rodzajów powierzchni. základných typov povrchov. M381