Общий каталог Dormer Pramet 2017 - страница 451
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016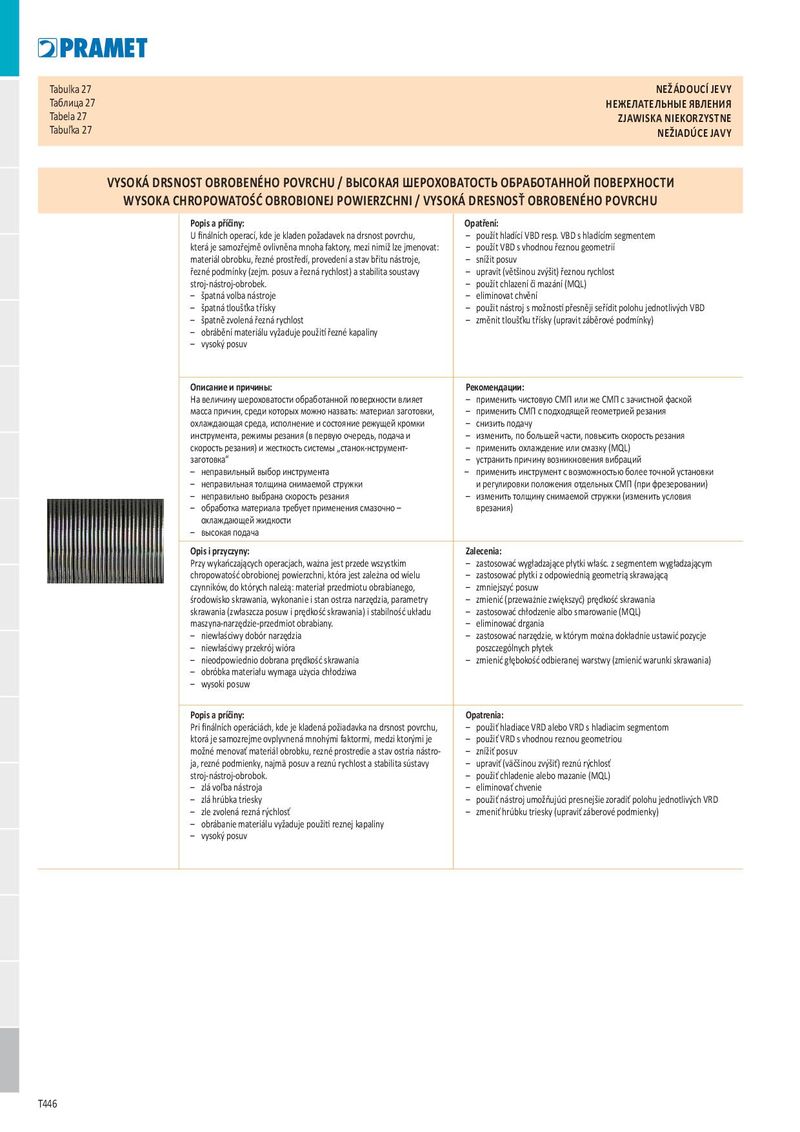
Tabulka 27 NEŽÁDOUCÍ JEVY Таблица 27 НЕЖЕЛАТЕЛЬНЫЕ ЯВЛЕНИЯ Tabela 27 Z JAWISK A NIEKORZYSTNE Tabuľka 27 NEŽIADÚCE JAVY VYSOKÁ DRSNOST OBROBENÉHO POVRCHU / ВЫСОКАЯ ШЕРОХОВАТОСТЬ ОБРАБОТАННОЙ ПОВЕРХНОСТИ WYSOKA CHROPOWATOŚĆ OBROBIONEJ POWIERZCHNI / VYSOKÁ DRESNOSŤ OBROBENÉHO POVRCHU Popis a příčiny: Opatření: U finálních operací, kde je kladen požadavek na drsnost povrchu, – použít hladící VBD resp. VBD s hladícím segmentem která je samozřejmě ovlivněna mnoha faktory, mezi nimiž lze jmenovat: – použít VBD s vhodnou řeznou geometrií materiál obrobku, řezné prostředí, provedení a stav břitu nástroje, – snížit posuv řezné podmínky (zejm. posuv a řezná rychlost) a stabilita soustavy – upravit (většinou zvýšit) řeznou rychlost stroj-nástroj-obrobek. – použít chlazení či mazání (MQL) – špatná volba nástroje – eliminovat chvění – špatná tloušťka třísky – použit nástroj s možností přesněji seřídit polohu jednotlivých VBD – špatně zvolená řezná rychlost – změnit tloušťku třísky (upravit záběrové podmínky) – obrábění materiálu vyžaduje použití řezné kapaliny – vysoký posuv Описание и причины: Рекомендации: На величину шероховатости обработанной поверхности влияет – применить чистовую СМП или же СМП с зачистной фаской масса причин, среди которых можно назвать: материал заготовки, – применить СМП с подходящей геометрией резания охлаждающая среда, исполнение и состояние режущей кромки – снизить подачу инструмента, режимы резания (в первую очередь, подача и – изменить, по большей части, повысить скорость резания скорость резания) и жесткость системы „станок-нструмент- – применить охлаждение или смазку (MQL) заготовка“ – устранить причину возникновения вибраций – неправильный выбор инструмента – применить инструмент с возможностью более точной установки – неправильная толщина снимаемой стружки и регулировки положения отдельных СМП (при фрезеровании) – неправильно выбрана скорость резания – изменить толщину снимаемой стружки (изменить условия – обработка материала требует применения смазочно – врезания) охлаждающей жидкости – высокая подача Opis i przyczyny: Zalecenia: Przy wykańczających operacjach, ważna jest przede wszystkim – zastosować wygładzające płytki właśc. z segmentem wygładzającym chropowatość obrobionej powierzchni, która jest zależna od wielu – zastosować płytki z odpowiednią geometrią skrawającą czynników, do których należą: materiał przedmiotu obrabianego, – zmniejszyć posuw środowisko skrawania, wykonanie i stan ostrza narzędzia, parametry – zmienić (przeważnie zwiększyć) prędkość skrawania skrawania (zwłaszcza posuw i prędkość skrawania) i stabilność układu – zastosować chłodzenie albo smarowanie (MQL) maszyna-narzędzie-przedmiot obrabiany. – eliminować drgania – niewłaściwy dobór narzędzia – zastosować narzędzie, w którym można dokładnie ustawić pozycje – niewłaściwy przekrój wióra poszczególnych płytek – nieodpowiednio dobrana prędkość skrawania – zmienić głębokość odbieranej warstwy (zmienić warunki skrawania) – obróbka materiału wymaga użycia chłodziwa – wysoki posuw Popis a príčiny: Opatrenia: Pri finálních operáciách, kde je kladená požiadavka na drsnost povrchu, – použiť hladiace VRD alebo VRD s hladiacim segmentom ktorá je samozrejme ovplyvnená mnohými faktormi, medzi ktorými je – použiť VRD s vhodnou reznou geometriou možné menovať materiál obrobku, rezné prostredie a stav ostria nástro- – znížiť posuv ja, rezné podmienky, najmä posuv a reznú rychlost a stabilita sústavy – upraviť (väčšinou zvýšiť) reznú rýchlosť stroj-nástroj-obrobok. – použiť chladenie alebo mazanie (MQL) – zlá voľba nástroja – eliminovať chvenie – zlá hrúbka triesky – použiť nástroj umožňujúci presnejšie zoradiť polohu jednotlivých VRD – zle zvolená rezná rýchlosť – zmeniť hrúbku triesky (upraviť záberové podmienky) – obrábanie materiálu vyžaduje použiti reznej kapaliny – vysoký posuv T446