Общий каталог Dormer Pramet 2017 - страница 431
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016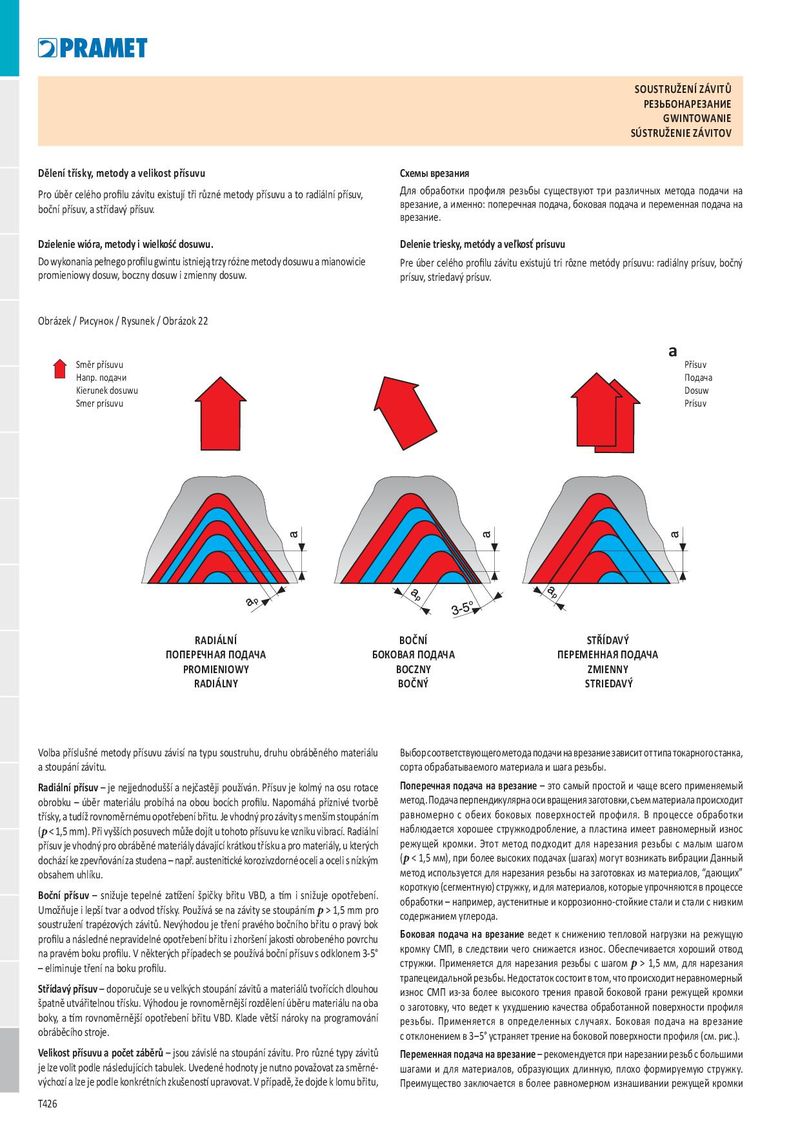
SOUSTRUŽENÍ ZÁVITŮ РЕЗЬБОНАРЕЗАНИЕ GWINTOWANIE SÚSTRUŽENIE ZÁVITOV Dělení třísky, metody a velikost přísuvu Схемы врезания Для обработки профиля резьбы существуют три различных метода подачи на Pro úběr celého profilu závitu existují tři různé metody přísuvu a to radiální přísuv, врезание, а именно: поперечная подача, боковая подача и переменная подача на boční přísuv, a střídavý přísuv. врезание. Dzielenie wióra, metody i wielkość dosuwu. Delenie triesky, metódy a veľkosť prísuvu Do wykonania pełnego profilu gwintu istnieją trzy różne metody dosuwu a mianowicie Pre úber celého profilu závitu existujú tri rôzne metódy prísuvu: radiálny prísuv, bočný promieniowy dosuw, boczny dosuw i zmienny dosuw. prísuv, striedavý prísuv. Obrázek / Рисунок / Rysunek / Obrázok 22 a Směr přísuvu Přísuv Напр. подачи Подача Kierunek dosuwu Dosuw Smer prísuvu Prísuv RADIÁLNÍ BOČNÍ STŘÍDAVÝ ПОПЕРЕЧНАЯ ПОДАЧА БОКОВАЯ ПОДАЧА ПЕРЕМЕННАЯ ПОДАЧА PROMIENIOWY BOCZNY ZMIENNY RADIÁLNY BOČNÝ STRIEDAVÝ Volba příslušné metody přísuvu závisí na typu soustruhu, druhu obráběného materiálu Выбор соответствующего метода подачи на врезание зависит от типа токарного станка, a stoupání závitu. сорта обрабатываемого материала и шага резьбы. Radiální přísuv – je nejjednodušší a nejčastěji používán. Přísuv je kolmý na osu rotace Поперечная подача на врезание – это самый простой и чаще всего применяемый obrobku – úběr materiálu probíhá na obou bocích profilu. Napomáhá příznivé tvorbě метод. Подача перпендикулярна оси вращения заготовки, съем материала происходит třísky, a tudíž rovnoměrnému opotřebení břitu. Je vhodný pro závity s menším stoupáním равномерно с обеих боковых поверхностей профиля. В процессе обработки (p < 1,5 mm). Při vyšších posuvech může dojít u tohoto přísuvu ke vzniku vibrací. Radiální наблюдается хорошее стружкодробление, а пластина имеет равномерный износ přísuv je vhodný pro obráběné materiály dávající krátkou třísku a pro materiály, u kterých режущей кромки. Этот метод подходит для нарезания резьбы с малым шагом dochází ke zpevňování za studena – např. austenitické korozivzdorné oceli a oceli s nízkým (p < 1,5 мм), при более высоких подачах (шагах) могут возникать вибрации Данный obsahem uhlíku. метод используется для нарезания резьбы на заготовках из материалов, “дающих” короткую (сегментную) стружку, и для материалов, которые упрочняются в процессе Boční přísuv – snižuje tepelné zatížení špičky břitu VBD, a tím i snižuje opotřebení. обработки – например, аустенитные и коррозионно-стойкие стали и стали с низким Umožňuje i lepší tvar a odvod třísky. Používá se na závity se stoupáním p > 1,5 mm pro содержанием углерода. soustružení trapézových závitů. Nevýhodou je tření pravého bočního břitu o pravý bok Боковая подача на врезание ведет к снижению тепловой нагрузки на режущую profilu a následné nepravidelné opotřebení břitu i zhoršení jakosti obrobeného povrchu кромку СМП, в следствии чего снижается износ. Обеспечивается хороший отвод na pravém boku profilu. V některých případech se používá boční přísuv s odklonem 3-5° стружки. Применяется для нарезания резьбы с шагом p > 1,5 мм, для нарезания – eliminuje tření na boku profilu. трапецеидальной резьбы. Недостаток состоит в том, что происходит неравномерный Střídavý přísuv – doporučuje se u velkých stoupání závitů a materiálů tvořících dlouhou износ СМП из-за более высокого трения правой боковой грани режущей кромки špatně utvářitelnou třísku. Výhodou je rovnoměrnější rozdělení úběru materiálu na oba о заготовку, что ведет к ухудшению качества обработанной поверхности профиля boky, a tím rovnoměrnější opotřebení břitu VBD. Klade větší nároky na programování резьбы. Применяется в определенных случаях. Боковая подача на врезание obráběcího stroje. с отклонением в 3–5° устраняет трение на боковой поверхности профиля (см. рис.). Velikost přísuvu a počet záběrů – jsou závislé na stoupání závitu. Pro různé typy závitů Переменная подача на врезание – рекомендуется при нарезании резьб с большими je lze volit podle následujících tabulek. Uvedené hodnoty je nutno považovat za směrné- шагами и для материалов, образующих длинную, плохо формируемую стружку. výchozí a lze je podle konkrétních zkušeností upravovat. V případě, že dojde k lomu břitu, Преимущество заключается в более равномерном изнашивании режущей кромки T426