Общий каталог Dormer Pramet 2017 - страница 399
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016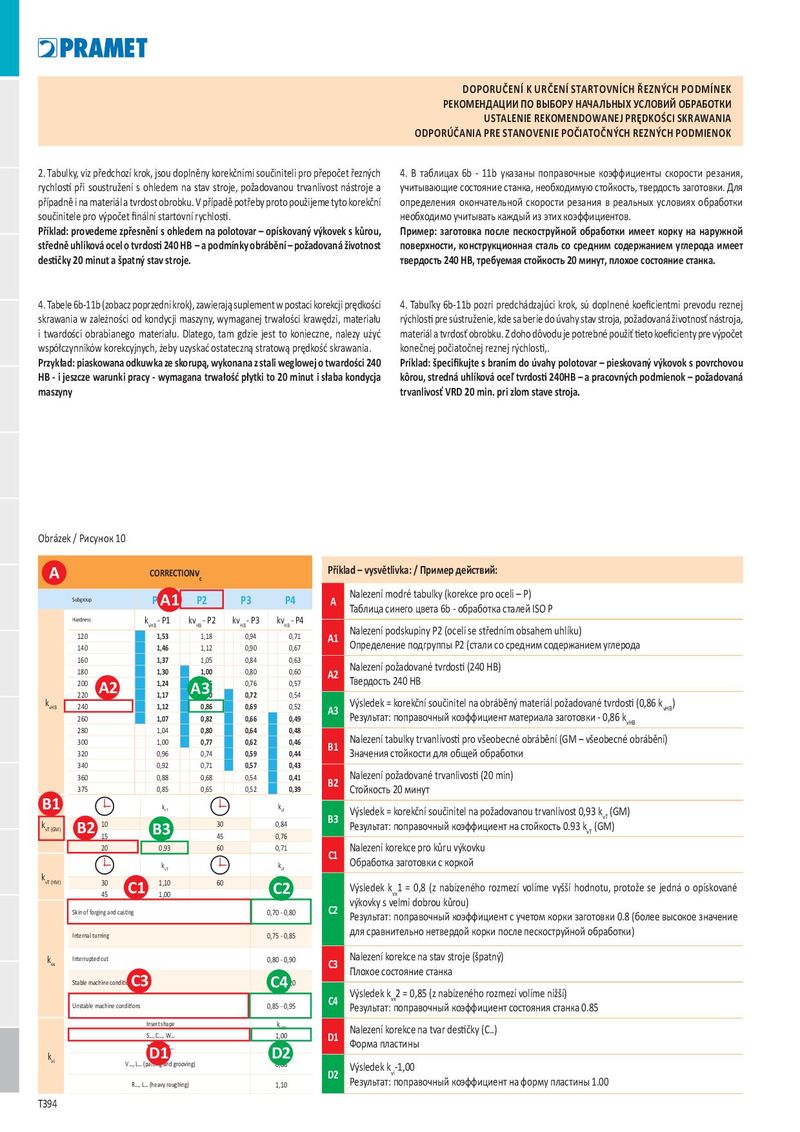
DOPORUČENÍ K URČENÍ STARTOVNÍCH ŘEZNÝCH PODMÍNEK РЕКОМЕНДАЦИИ ПО ВЫБОРУ НАЧАЛЬНЫХ УСЛОВИЙ ОБРАБОТКИ USTALENIE REKOMENDOWANEJ PRĘDKOŚCI SKRAWANIA ODPORÚČANIA PRE STANOVENIE POČIATOČNÝCH REZNÝCH PODMIENOK 2. Tabulky, viz předchozí krok, jsou doplněny korekčními součiniteli pro přepočet řezných 4. В таблицах 6b - 11b указаны поправочные коэффициенты скорости резания, rychlostí při soustružení s ohledem na stav stroje, požadovanou trvanlivost nástroje a учитывающие состояние станка, необходимую стойкость, твердость заготовки. Для případně i na materiál a tvrdost obrobku. V případě potřeby proto použijeme tyto korekční определения окончательной скорости резания в реальных условиях обработки součinitele pro výpočet finální startovní rychlosti. необходимо учитывать каждый из этих коэффициентов. Příklad: provedeme zpřesnění s ohledem na polotovar – opískovaný výkovek s kůrou, Пример: заготовка после пескоструйной обработки имеет корку на наружной středně uhlíková ocel o tvrdosti 240 HB – a podmínky obrábění – požadovaná životnost поверхности, конструкционная сталь со средним содержанием углерода имеет destičky 20 minut a špatný stav stroje. твердость 240 HB, требуемая стойкость 20 минут, плохое состояние станка. 4. Tabele 6b-11b (zobacz poprzedni krok), zawierają suplement w postaci korekcji prędkości 4. Tabuľky 6b-11b pozri predchádzajúci krok, sú doplnené koeficientmi prevodu reznej skrawania w zależności od kondycji maszyny, wymaganej trwałości krawędzi, materiału rýchlosti pre sústruženie, kde sa berie do úvahy stav stroja, požadovaná životnosť nástroja, i twardości obrabianego materiału. Dlatego, tam gdzie jest to konieczne, nalezy użyć materiál a tvrdosť obrobku. Z doho dôvodu je potrebné použiť tieto koeficienty pre výpočet współczynników korekcyjnych, żeby uzyskać ostateczną stratową prędkość skrawania. konečnej počiatočnej reznej rýchlosti,. Przykład: piaskowana odkuwka ze skorupą, wykonana z stali weglowej o twardości 240 Príklad: špecifikujte s braním do úvahy polotovar – pieskovaný výkovok s povrchovou HB - i jeszcze warunki pracy - wymagana trwałość płytki to 20 minut i słaba kondycja kôrou, stredná uhlíková oceľ tvrdosti 240HB – a pracovných podmienok – požadovaná maszyny trvanlivosť VRD 20 min. pri zlom stave stroja. Obrázek / Рисунок 10 Příklad – vysvětlivka: / Пример действий: A CORRECTIONv c Subgroup Nalezení modré tabulky (korekce pro oceli – P) P1 A1 P2 P3 P4 A Таблица синего цвета 6b - обработка сталей ISO P Hardness k vHB - P1 kv HB - P2 kv HB - P3 kv HB - P4 Nalezení podskupiny P2 (oceli se středním obsahem uhlíku) 120 1,53 1,18 0,94 0,71 A1 140 1,46 1,12 0,90 0,67 Определение подгруппы P2 (стали со средним содержанием углерода 160 1,37 1,05 0,84 0,63 180 1,30 1,00 0,80 0,60 Nalezení požadované tvrdosti (240 HB) A2 200 1,24 0,95 0,76 0,57 Твердость 240 HB A2 220 1,17 A3 0,90 0,72 0,54 k vHB 240 1,12 0,86 0,69 0,52 Výsledek = korekční součinitel na obráběný materiál požadované tvrdosti (0,86 k A3 vHB ) 260 1,07 0,82 0,66 0,49 Результат: поправочный коэффициент материала заготовки - 0,86 k vHB 280 1,04 0,80 0,64 0,48 300 1,00 0,77 0,62 0,46 Nalezení tabulky trvanlivosti pro všeobecné obrábění (GM – všeobecné obrábění) B1 320 0,96 0,74 0,59 0,44 Значения стойкости для общей обработки 340 0,92 0,71 0,57 0,43 360 0,88 0,68 0,54 0,41 Nalezení požadované trvanlivosti (20 min) B2 375 0,85 0,65 0,52 0,39 Стойкость 20 минут B1 k vT k vT Výsledek = korekční součinitel na požadovanou trvanlivost 0,93 k B3 vT (GM) k 10 1,10 30 0,84 vT (GM) B2 Результат: поправочный коэффициент на стойкость 0.93 k B3 vT (GM) 15 1,00 45 0,76 20 0,93 60 0,71 Nalezení korekce pro kůru výkovku C1 k vT k Обработка заготовки с коркой vT k vT (HM) 30 1,10 60 0,93 C1 Výsledek k 45 1,00 C2 vx 1 = 0,8 (z nabízeného rozmezí volíme vyšší hodnotu, protože se jedná o opískované výkovky s velmi dobrou kůrou) Skin of forging and casting 0,70 - 0,80 C2 Результат: поправочный коэффициент с учетом корки заготовки 0.8 (более высокое значение Internal turning 0,75 - 0,85 для сравнительно нетвердой корки после пескоструйной обработки) k Interrupted cut 0,80 - 0,90 Nalezení korekce na stav stroje (špatný) vx C3 Плохое состояние станка Stable machine conditions C3 1,05 - 1,20 C4 Výsledek k C4 vx 2 = 0,85 (z nabízeného rozmezí volíme nižší) Unstable machine conditions 0,85 - 0,95 Результат: поправочный коэффициент состояния станка 0.85 Insert shape k VBD Nalezení korekce na tvar destičky (C..) S…, C…, W… 1,00 D1 T…, D…, K… 0,95 Форма пластины k D1 D2 vi V…, L… (parting and grooving) 0,88 Výsledek k D2 vi -1,00 R…, L… (heavy roughing) 1,10 Результат: поправочный коэффициент на форму пластины 1.00 T394