Общий каталог Dormer Pramet 2017 - страница 397
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016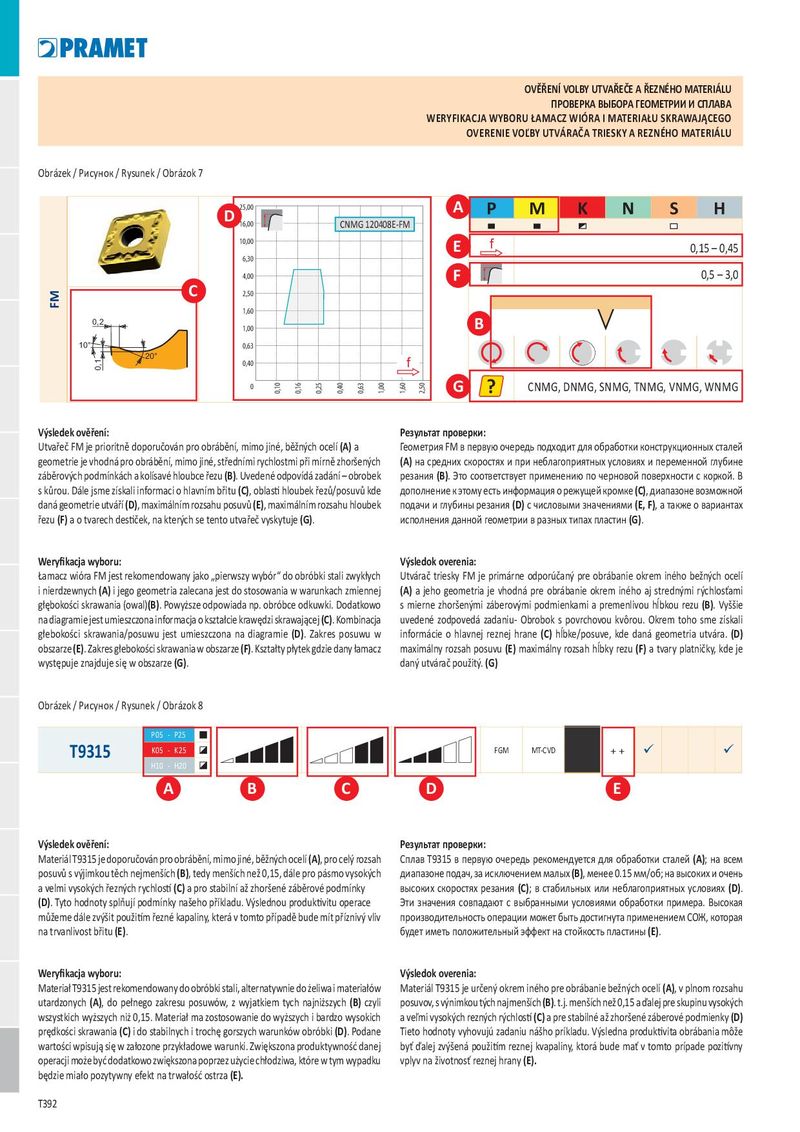
Table 4 GEOMETRY OF CUTTING INSERTS – CLAMPING DESIGNATION ISO P, M, D Tabla n.º 4 GEOMETRÍA DE PLAQUITAS DE CORTE - TIPO DE FIJACIÓN ISO P, M, D Table 4 GEOMETRY OF CUTTING INSERTS – CLAMPING DESIGNATION ISO P, M, D Tableau N° 4 GEOMETRIE DES PLAQUETTES - FIXATION DE TYPE ISO P, M, D 25,00 P M K N S H 16,00 10,00 f 0,70 – 1,50 6,30 4,00 2,0 – 10,0 2,50 1,60 0,5 LNUX 191940SN-DM DM (LNUX) 1,00 15° 15° 0,63 LNUX 301940SN-DM 0,40 f 0 0,10 0,16 0,25 0,40 0,63 1,00 1,60 2,50 ? LNUX 19, LNUX 30 25,00 P M K N S H 16,00 CNMM 190612E-DR 10,00 f 0,30 – 0,85 6,30 4,00 2,5 – 9,0 2,50 DR 1,60 0,35 1,00 23° 0,63 0,40 f 0 0,10 0,16 0,25 0,40 0,63 1,00 1,60 2,50 ? CNMM, DNMM, SNMM, TNMM, WNMM 25,00 P M K N S H 16,00 CNMG 120408E-FF 10,00 f 0,06 – 0,2 6,30 4,00 0,3 – 1,5 2,50 FF 1,60 0,06 1,00 OVĚŘENÍ VOLBY UTVAŘEČE A ŘEZNÉHO MATERIÁLU 7° 22° ПРОВЕРКА ВЫБОРА ГЕОМЕТРИИ И СПЛАВА 0,09 0,63 WERYFIKACJA WYBORU ŁAMACZ WIÓRA I MATERIAŁU SKRAWAJĄCEGO 0,40 f OVERENIE VOĽBY UTVÁRAČA TRIESKY A REZNÉHO MATERIÁLU 0 0,10 0,16 0,25 0,40 0,63 1,00 1,60 2,50 ? CNMG, DNMG, TNMG, VNMG, WNMG Obrázek / Рисунок / Rysunek / Obrázok 7 25,00 A P M K N S H D 16,00 CNMG 120408E-FM 10,00 E f 0,15 – 0,45 6,30 4,00 F 0,5 – 3,0 C 2,50 FM 1,60 0,2 1,00 B 10° 0,63 20° 0,40 0,1 f Table 5 TURNING GRADES 0 Tabla n.º 5 0,10 0,16 0,25 0,40 0,63 1,00 1,60 2,50 G ? CNMG, DNMG, SNMG, TNMG, VNMG, WNMG TORNEADO CON REVESTIMIENTO Table 5 TURNING GRADES 26 Tableau N°5 NUANCE DE TOURNAGE Výsledek ověření: Результат проверки: Utvařeč FM je prioritně doporučován pro obrábění, mimo jiné, běžných ocelí (A) a Геометрия FM в первую очередь подходит для обработки конструкционных сталей geometrie je vhodná pro obrábění, mimo jiné, středními rychlostmi při mírně zhoršených (A) на средних скоростях и при неблагоприятных условиях и переменной глубине záběrových podmínkách a kolísavé hloubce řezu (B). Uvedené odpovídá zadání – obrobek резания (B). Это соответствует применению по черновой поверхности с коркой. В s kůrou. Dále jsme získali informaci o hlavním břitu (C), oblasti hloubek řezů/posuvů kde дополнение к этому есть информация о режущей кромке (C), диапазоне возможной daná geometrie utváří (D), maximálním rozsahu posuvů (E), maximálním rozsahu hloubek подачи и глубины резания (D) с числовыми значениями (E, F), а также о вариантах řezu (F) a o tvarech destiček, na kterých se tento utvařeč vyskytuje (G). исполнения данной геометрии в разных типах пластин (G). Feed Colour General Parting Application Substrate Coating Threading Cutting speed Coolant benefit Heavy roughing Weryfikacja wyboru: Grade Identification Area of Application Výsledok overenia: Łamacz wióra FM jest rekomendowany jako „pierwszy wybór“ do obróbki stali zwykłych Utvárač triesky FM je primárne odporúčaný pre obrábanie okrem iného bežných ocelí i nierdzewnych (A) i jego geometria zalecana jest do stosowania w warunkach zmiennej (A) a jeho geometria je vhodná pre obrábanie okrem iného aj strednými rýchlosťami Resistance to adverse Working Conditions głębokości skrawania (owal)(B). Powyższe odpowiada np. obróbce odkuwki. Dodatkowo s mierne zhoršenými záberovými podmienkami a premenlivou hĺbkou rezu (B). Vyššie na diagramie jest umieszczona informacja o kształcie krawędzi skrawającej (C). Kombinacja uvedené zodpovedá zadaniu- Obrobok s povrchovou kvôrou. Okrem toho sme získali P15 - P35 głebokości skrawania/posuwu jest umieszczona na diagramie (D). Zakres posuwu w informácie o hlavnej reznej hrane (C) hĺbke/posuve, kde daná geometria utvára. (D) M10 - M30 obszarze (E). Zakres głebokości skrawania w obszarze (F). Kształty płytek gdzie dany łamacz T9226 maximálny rozsah posuvu (E) maximálny rozsah hĺbky rezu (F) a tvary platničky, kde je FGM MT-CVD + + + ü K15 - K35 występuje znajduje się w obszarze (G). daný utvárač použitý. (G) S15 - S25 P01 - P15 Obrázek / Рисунок / Rysunek / Obrázok 8 T9310 K05 - K20 FGM MT-CVD + + ü H10 - H20 P05 - P25 K05 - K25 FGM MT-CVD T9315 + + ü ü H10 - H20 P10 - P20 A B C D E M05 - M15 T9316 FGM MT-CVD + + + ü K10 - K30 H15 - H25 Výsledek ověření: P15 - P35 Результат проверки: Materiál T9315 je doporučován pro obrábění, mimo jiné, běžných ocelí (A), pro celý rozsah M10 - M30 Сплав T9315 в первую очередь рекомендуется для обработки сталей (A); на всем T9325 FGM MT-CVD + + ü ü ü posuvů s výjimkou těch nejmenších (B), tedy menších než 0,15, dále pro pásmo vysokých K15 - K35 диапазоне подач, за исключением малых (B), менее 0.15 мм/об; на высоких и очень a velmi vysokých řezných rychlostí (C) a pro stabilní až zhoršené záběrové podmínky S10 - S20 высоких скоростях резания (C); в стабильных или неблагоприятных условиях (D). (D). Tyto hodnoty splňují podmínky našeho příkladu. Výslednou produktivitu operace P20 - P45 Эти значения совпадают с выбранными условиями обработки примера. Высокая můžeme dále zvýšit použitím řezné kapaliny, která v tomto případě bude mít příznivý vliv T9335 M15 - M40 производительность операции может быть достигнута применением СОЖ, которая FGM MT-CVD + + + ü ü na trvanlivost břitu (E). S15 - S25 будет иметь положительный эффект на стойкость пластины (E). P15 - P35 T7325 M10 - M25 FGM MT-CVD + + + ü ü Weryfikacja wyboru: Výsledok overenia: S10 - S25 Materiał T9315 jest rekomendowany do obróbki stali, alternatywnie do żeliwa i materiałów Materiál T9315 je určený okrem iného pre obrábanie bežných ocelí (A), v plnom rozsahu P20 - P40 utardzonych (A), do pełnego zakresu posuwów, z wyjatkiem tych najniższych (B) czyli posuvov, s výnimkou tých najmenších (B). t.j. menších než 0,15 a ďalej pre skupinu vysokých T7335 M20 - M40 FGM MT-CVD + + + ü wszystkich wyższych niż 0,15. Materiał ma zostosowanie do wyższych i bardzo wysokich a veľmi vysokých rezných rýchlostí (C) a pre stabilné až zhoršené záberové podmienky (D) S15 - S25 prędkości skrawania (C) i do stabilnych i trochę gorszych warunków obróbki (D). Podane Tieto hodnoty vyhovujú zadaniu nášho príkladu. Výsledna produktivita obrábania môže P05 - P15 wartości wpisują się w załozone przykładowe warunki. Zwiększona produktywność danej byť ďalej zvýšená použitím reznej kvapaliny, ktorá bude mať v tomto prípade pozitívny T5305 K01 - K15 H MT-CVD + ü ü operacji może być dodatkowo zwiększona poprzez użycie chłodziwa, które w tym wypadku vplyv na životnosť reznej hrany (E). H15 - H20 będzie miało pozytywny efekt na trwałość ostrza (E). P10 - P25 T392 M05 - M15 T5315 H MT-CVD + ü K10 - K25 H15 - H25 P15 - P35 M10 - M30 6630 FGM MT-CVD + + + ü ü K20 - K30 S15 - S25 P20 - P40 M20 - M35 6640 H MT-CVD + + + ü ü ü K25 - K40 S20 - S30 49