Техническая информация Sumitomo - страница 10
Навигация
 Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Каталог Sumitomo твердосплавные пластины
Каталог Sumitomo твердосплавные пластины Каталог Sumitomo фрезы со сменными пластинами
Каталог Sumitomo фрезы со сменными пластинами Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal 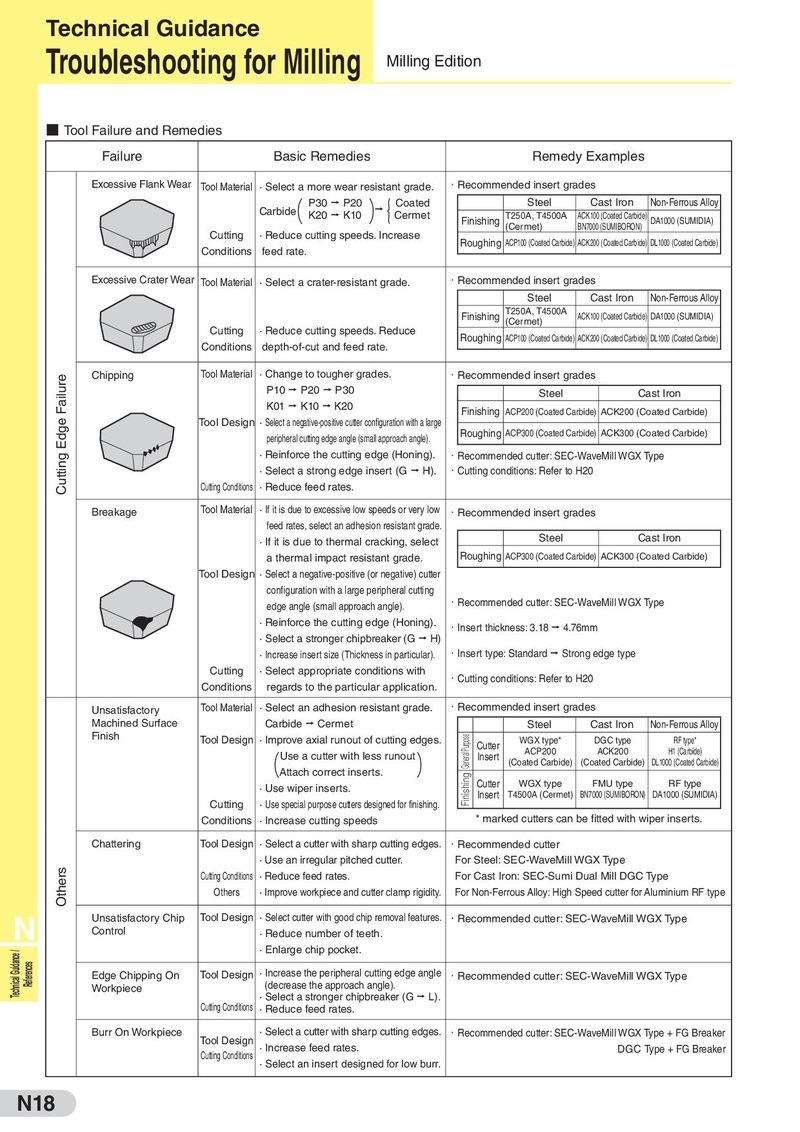
Technical Guidance Troubleshooting for Milling Milling Edition ■ Tool Failure and Remedies Failure Basic Remedies Remedy Examples Excessive Flank Wear Tool Material · Select a more wear resistant grade. ・Recommended insert grades P30 P20 Coated Steel Cast Iron Non-Ferrous Alloy ( ){ Carbide K20 K10 Cermet T250A, T4500A ACK100 (Coated Carbide) Finishing DA1000 (SUMIDIA) (Cermet) BN7000 (SUMIBORON) Cutting · Reduce cutting speeds. Increase Roughing ACP100 (Coated Carbide) ACK200 (Coated Carbide) DL1000 (Coated Carbide) Conditions feed rate. Excessive Crater Wear Tool Material · Select a crater-resistant grade. ・Recommended insert grades Steel Cast Iron Non-Ferrous Alloy Finishing T250A, T4500A ACK100 (Coated Carbide) DA1000 (SUMIDIA) Cutting · Reduce cutting speeds. Reduce (Cermet) Conditions depth-of-cut and feed rate. Roughing ACP100 (Coated Carbide) ACK200 (Coated Carbide) DL1000 (Coated Carbide) Cutting Edge Failure Chipping Tool Material · Change to tougher grades. ・Recommended insert grades P10 P20 P30 Steel Cast Iron K01 K10 K20 Finishing ACP200 (Coated Carbide) ACK200 (Coated Carbide) Tool Design · Select a negative-positive cutter configuration with a large peripheral cutting edge angle (small approach angle). Roughing ACP300 (Coated Carbide) ACK300 (Coated Carbide) · Reinforce the cutting edge (Honing). ・Recommended cutter: SEC-WaveMill WGX Type · Select a strong edge insert (G H). ・Cutting conditions: Refer to H20 Cutting Conditions · Reduce feed rates. Breakage Tool Material · If it is due to excessive low speeds or very low ・Recommended insert grades feed rates, select an adhesion resistant grade. · If it is due to thermal cracking, select Steel Cast Iron a thermal impact resistant grade. Roughing ACP300 (Coated Carbide) ACK300 (Coated Carbide) Tool Design · Select a negative-positive (or negative) cutter configuration with a large peripheral cutting edge angle (small approach angle). ・Recommended cutter: SEC-WaveMill WGX Type · Reinforce the cutting edge (Honing). ・Insert thickness: 3.18 4.76mm · Select a stronger chipbreaker (G H) · Increase insert size (Thickness in particular). ・Insert type: Standard Strong edge type Cutting · Select appropriate conditions with ・Cutting conditions: Refer to H20 Conditions regards to the particular application. Unsatisfactory Tool Material · Select an adhesion resistant grade. ・Recommended insert grades Machined Surface Carbide Cermet Steel Cast Iron Non-Ferrous Alloy Finish Tool Design · Improve axial runout of cutting edges. Finishing General Purpose WGX type* DGC type RF type* Cutter ACP200 ACK200 H1 (Carbide) ( ) Use a cutter with less runout Insert (Coated Carbide) (Coated Carbide) DL1000 (Coated Carbide) Attach correct inserts. · Use wiper inserts. Cutter WGX type FMU type RF type Insert T4500A (Cermet) BN7000 (SUMIBORON) DA1000 (SUMIDIA) Cutting · Use special purpose cutters designed for finishing. Conditions · Increase cutting speeds * marked cutters can be fitted with wiper inserts. Chattering Tool Design · Select a cutter with sharp cutting edges. ・Recommended cutter · Use an irregular pitched cutter. For Steel: SEC-WaveMill WGX Type Others Cutting Conditions · Reduce feed rates. For Cast Iron: SEC-Sumi Dual Mill DGC Type Others · Improve workpiece and cutter clamp rigidity. For Non-Ferrous Alloy: High Speed cutter for Aluminium RF type N Unsatisfactory Chip Tool Design · Select cutter with good chip removal features. ・Recommended cutter: SEC-WaveMill WGX Type Control · Reduce number of teeth. Technical Guidance / · Enlarge chip pocket. References Edge Chipping On Tool Design · Increase the peripheral cutting edge angle ・Recommended cutter: SEC-WaveMill WGX Type Workpiece (decrease the approach angle). · Select a stronger chipbreaker (G L). Cutting Conditions · Reduce feed rates. Burr On Workpiece Tool Design · Select a cutter with sharp cutting edges. ・Recommended cutter: SEC-WaveMill WGX Type + FG Breaker Cutting Conditions · Increase feed rates. DGC Type + FG Breaker · Select an insert designed for low burr. N18