Каталог ZCC-CT сверла монолитные - страница 113
Навигация
 Каталог ZCC-CT сверла со сменными пластинами
Каталог ZCC-CT сверла со сменными пластинами Общий каталог ZCC-CT 2019
Общий каталог ZCC-CT 2019 Каталог ZCC-CT расточные системы
Каталог ZCC-CT расточные системы Каталог ZCC-CT фрезы монолитные
Каталог ZCC-CT фрезы монолитные Каталог ZCC-CT фрезы со сменными пластинами
Каталог ZCC-CT фрезы со сменными пластинами Каталог ZCC-CT оснастка
Каталог ZCC-CT оснастка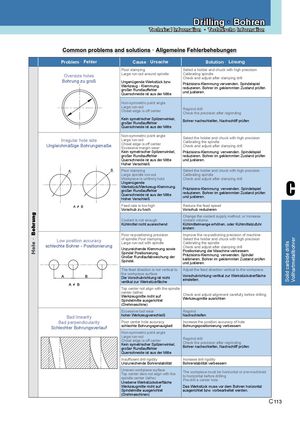
BohrungHole ∙ Solid carbide drills Vollhartmetallbohrer Drilling · Bohren Technical Information · Technische Information Problem · Fehler Cause · Ursache Solution · Lösung Poor clamping Select a holder and chuck with high precision Oversize holes Large run-out around spindle Calibrating spindleCheck and adjust after clamping drill Bohrung zu groß Ungenügende Werkstück bzw.Werkzeug - Klemmung.großer RundlauffehlerQuerschneide ist aus der MittePräzisions-Klemmung verwenden. Spindelspielreduzieren. Bohrer im geklemmten Zustand prüfenund justieren. Non-symmetric point angle Large run-outChisel edge is off center Regrind drillCheck the precision after regrinding Kein symetrischer Spitzenwinkel,großer RundlauffehlerBohrer nachschleifen, Nachschliff prüfen Querschneide ist aus der Mitte Non-symmetric point angleIrregular hole sizeLarge run-outUngleichmäßige BohrungsmaßeChisel edge is off centerExcessive margin wearSelect the holder and chuck with high precisionCalibrating the spindleCheck and adjust after clamping drill Kein symetrischer Spitzenwinkel, Präzisions-Klemmung verwenden. Spindelspiel großer Rundlauffehler reduzieren. Bohrer im geklemmten Zustand prüfen Querschneide ist aus der Mitte und justieren. Hoher Verschleiß A B Poor clamping Select the holder and chuck with high precision Large spindle run-out Calibrating spindle Workpiece is unfirmly hold Check and adjust after clamping drill UngenügendeWerkstück/Werkzeug-Klemmung.großer RundlauffehlerQuerschneide ist aus der MitteHoher VerschleißPräzisions-Klemmungverwenden. Spindelspielreduzieren. Bohrer im geklemmten Zustand prüfenund justieren.C A B Feed rate is too high Reduce the feed speed Vorschub zu hoch Vorschub reduzieren Change the coolant supply method, or increase Coolant is not enough coolant volume. Kühlmittel nicht ausreichend Kühlmittelmenge erhöhen, oder Kühlmittelzufuhr ändern Poor re-positioning precision Improve the re-positioning precision of machine Low position accuracyschlechte Bohrer - Positionierungof spindle.Poor clampingSelect the holder and chuck with high precisionLarge run-out with spindleCalibrating the spindleUnzureichende Klemmung sowieSpindel Positionierung.Großer Rundlaufabweichung derSpindel.Check and adjust after clamping drillPositionierung der Maschine verbessernPräzisions-Klemmungverwenden. Spindelkalibrieren, Bohrer im geklemmten Zustand prüfenund justieren. The feed direction is not vertical to Adjust the feed direction vertical to the workpiece. the workpiece surfaceDie Vorschubrichtung ist nichtvertikal zur WerkstückflächeVorschubrichtung vertikal zur Werkstückoberflächeeinstellen. Top center not align with the spindle center (lathe)Werkzeugmitte nicht aufSpindelmitte ausgerichtetCheck and adjust alignment carefully before drillingWerkzeugmitte ausrichten (Drehmaschine) Excessive tool wear Regrind Bad linearity hoher Werkzeugverschleiß Nachschleifen Bad perpendicularity Poor center hole accuracy Increase the position accuracy of hole Schlechter Bohrungsverlauf schlechte Bohrungsgenauigkeit Bohrungspositionierung verbessern Non-symmetric point angle Large run-outChisel edge is off centerKein symetrischer Spitzenwinkel,großer RundlauffehlerRegrind drillCheck the precision after regrindingBohrer nachschleifen, Nachschliff prüfen Querschneide ist aus der Mitte Insufficient drill rigidity Increase drill rigidity Unzureichende Bohrerstabilität Bohrerstabilität verbessern Uneven workpiece surfaceTop center ders not align with thespindle center (lathe)Unebene WerkstückoberflächeThe workpiece must be horizontal or pre-machinedto horizontal before drillingPre-drill a center hole Werkzeugmitte nicht auf Das Werkstück muss vor dem Bohren horizontal Spindelmitte ausgerichtet ausgerichtet bzw. vorbearbeitet werden. (Drehmaschinen) C 113