Каталог ZCC-CT сверла монолитные - страница 110
Навигация
 Каталог ZCC-CT сверла со сменными пластинами
Каталог ZCC-CT сверла со сменными пластинами Общий каталог ZCC-CT 2019
Общий каталог ZCC-CT 2019 Каталог ZCC-CT расточные системы
Каталог ZCC-CT расточные системы Каталог ZCC-CT фрезы монолитные
Каталог ZCC-CT фрезы монолитные Каталог ZCC-CT фрезы со сменными пластинами
Каталог ZCC-CT фрезы со сменными пластинами Каталог ZCC-CT оснастка
Каталог ZCC-CT оснастка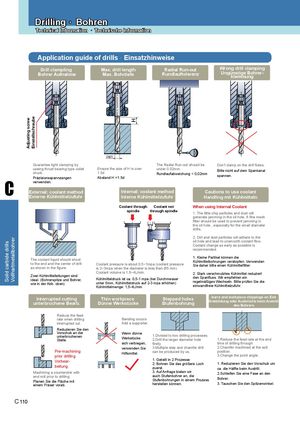
Solid carbide drills Vollhartmetallbohrer Adjusting screw Einstellschraube Drilling · Bohren Technical Information · Technische Information Application guide of drills · Einsatzhinweise Drill clampling Max. drill lengthBohrer AufnahmeMax. BohrtiefeRadial Run-outRundlauftoleranzWrong drill clampingUngüknlesmtigmeuBnoghrer- Guarantee tight clamping by The Radial Run-out should be Don't clamp on the drill flutes. useing thrust bearing type collet Ensure the size of H is overc. huck.1.5dPräzisionsspannzangenAbstand H =1.5dunder 0.02mm.Bitte nicht auf dem SpankanalRundlaufabweichung < 0,02mmspannen. C verwenden.External: coolant method Internal: coolant method Cautions to use coolant Externe Kühlmittelzufuhr Interne Kühlmittelzufuhr Handling mit Kühlmitteln Coolant through Coolant not When using Internal Coolant spindle through spindle 1. The little chip particles and dust will generate jamming in the oil hole. A fine mesh filter should be used to prevent jamming in the oil hole , especially for the small diameter drills. 2. Dirt and dust particles will adhere to the oil hole and lead to unsmooth coolant flow. Coolant change as early as possible is recommended. The coolant liquid should shootto the end and the center of drillas shown in the figure. 1. Kleine Partikel können dieKühlmittelbohrungen verstopfen. VerwendenCoolant pressure is about 0.5~1mpa (coolant pressureSie daher bitte einen Kühlmittelfilter.is 2~3mpa when the diameter is less than Ø5 mm) Zwei Kühlmittelleitungen sindideal. (Bohrerspitze und Bohrer,wie in der Abb. oben)Coolant volume is 1.5~4L/min.Kühlmitteldruck ist ca. 0,5-1 mpa (bei Durchmesserunter 5mm, Kühlmitteldruck auf 2-3 mpa erhöhen)Kühlmittelmenge: 1,5-4L/min2. Stark verschmutztes Kühlmittel reduziertden Spanfluss. Wir empfehlen einregelmäßiges Wechseln. Bitte prüfen Sie dieeinwandfreie Kühlmittelzufuhr. Interrupted cutting Thin workpieceunterbrochene Bearb.Dünne WerkstückeStepped holesStufenbohrungburrs and workpiece chippings on ExitGratbildung oder Ausbrüche beim Austrittdes Bohrers Reduce the feed rate when drilling Bending occurs interrupted cut. Add a supporter. Reduzieren Sie den Vorschub an derunterbrochenenStelle. Wenn dünne 1.Divided to two drilling processes.Werkstücke2.Drill the larger diameter hole1.Reduce the feed rate at the end sich verbiegen, firstly. time of drilling through Pre-machiningprior drilling verwenden Sie 3.Multiple step and chamfer drill 2.Chamfer machined at the exitHilfsmittel.can be produced by us.position.3.Change the point angle. Vorbear-beitung 1. Geteilt in 2 Prozesse2. Bohren Sie das größere Loch1. Reduzieren Sie den Vorschub umzuerst.ca. die Hälfte beim Austritt. Machining a countersink withend mill prior to drilling.Planen Sie die Fläche miteinem Fräser vorab.3. Auf Anfrage bieten wirauch Stufenbohrer an, dieStufenbohrungen in einem Prozess2.Schleifen Sie eine Fase an denBohrer.herstellen können.3. Tauschen Sie den Spitzenwinkel. C 110