Каталог ZCC-CT оснастка - страница 357
Навигация
 Каталог ZCC-CT токарная обработка
Каталог ZCC-CT токарная обработка Каталог ZCC-CT сверла монолитные
Каталог ZCC-CT сверла монолитные Каталог ZCC-CT расточные системы
Каталог ZCC-CT расточные системы Каталог ZCC-CT фрезы монолитные
Каталог ZCC-CT фрезы монолитные Каталог ZCC-CT фрезы со сменными пластинами
Каталог ZCC-CT фрезы со сменными пластинами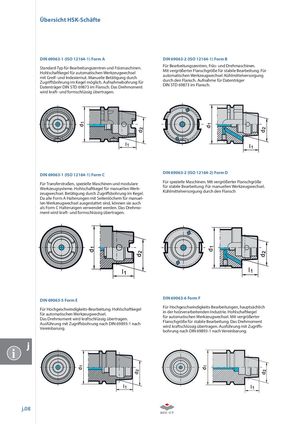
Übersicht HSK-Schäfte DIN 69063-1 (ISO 12164-1) Form A DIN 69063-2 (ISO 12164-1) Form B Standard-Typ für Bearbeitungszentren und Fräsmaschinen.Hohlschaftkegel für automatischen Werkzeugwechselmit Greif- und Indexiernut. Manuelle Betätigung durchZugrisbohrung im Kegel möglich. Aufnahmebohrung fürDatenträger DIN STD 69873 im Flansch. Das DrehmomentFür Bearbeitungszentren, Fräs- und Drehmaschinen.Mit vergrößerter Flanschgröße für stabile Bearbeitung. Fürautomatischen Werkzeugwechsel. Kühlmittelversorgungdurch den Flansch. Aufnahme für DatenträgerDIN STD 69873 im Flansch. wird kraft- und formschlüssig übertragen. DIN 69063-1 (ISO 12164-1) Form C DIN 69063-2 (ISO 12164-2) Form D Für Transferstraßen, spezielle Maschinen und modulareWerkzeugsysteme. Hohlschaftkegel für manuellen Werk-zeugwechsel. Betätigung durch Zugrisbohrung im Kegel.Für spezielle Maschinen. Mit vergrößerter Flanschgrößefür stabile Bearbeitung. Für manuellen Werkzeugwechsel.Kühlmittelversorgung durch den Flansch Da alle Form A Halterungen mit Seitenlöchern für manuel- len Werkzeugwechsel ausgestattet sind, können sie auch als Form C Halterungen verwendet werden. Das Drehmo- ment wird kraft- und formschlüssig übertragen. DIN 69063-5 Form E DIN 69063-6 Form F Für Hochgeschwindigkeits-Bearbeitung. Hohlschaftkegelfür automatischen Werkzeugwechsel.Das Drehmoment wird kraftschlüssig übertragen.Ausführung mit Zugrisbohrung nach DIN 69893-1 nachVereinbarung.Für Hochgeschwindigkeits-Bearbeitungen, hauptsächlichin der holzverarbeitenden Industrie. Hohlschaftkegelfür automatischen Werkzeugwechsel. Mit vergrößerterFlanschgröße für stabile Bearbeitung. Das Drehmomentwird kraftschlüssig übertragen. Ausführung mit Zugris-bohrung nach DIN 69893-1 nach Vereinbarung. i j.08