Краткое руководство Yamawa по каталогам - страница 69
Навигация
 Обший каталог Yamawa 2016 - 2017
Обший каталог Yamawa 2016 - 2017 Общий каталог Yamawa 2022 - 2023
Общий каталог Yamawa 2022 - 2023 Каталоги Yamawa твердосплавные метчики для закаленной стали
Каталоги Yamawa твердосплавные метчики для закаленной стали Общий каталог Yamawa 2021
Общий каталог Yamawa 2021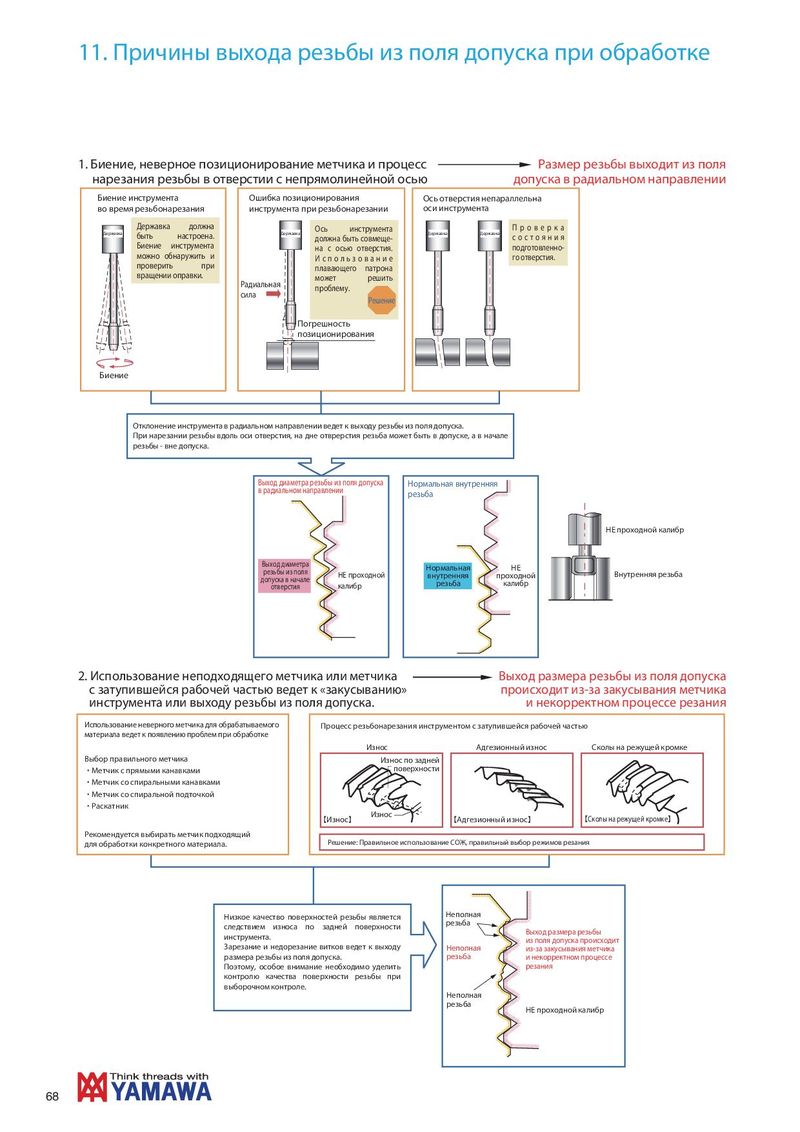
Причины выхода резьбы из поля допуска при обработке
1. Биение, неверное позиционирование метчика и процесс нарезания резьбы в отверстии с непрямолинейной осью
Размер резьбы выходит из поля допуска в радиальном направлении.
Биение инструмента во время резьбонарезания
Державка должна быть настроена. Биение инструмента можно обнаружить и проверить при вращении оправки.
Ошибка позиционирования инструмента при резьбонарезании
Ось инструмента должна быть совмещена с осью отверстия. Использование плавающего патрона может решить проблему.
Ось отверстия непараллельна оси инструмента
Проверка состояния подготовленного отверстия.
Отклонение инструмента в радиальном направлении ведет к выходу резьбы из поля допуска. При нарезании резьбы вдоль оси отверстия на дне отверстия резьба может быть в допуске, а в начале резьбы — вне допуска.
Выход диаметра резьбы из поля допуска в радиальном направлении — нормальная внутренняя резьба, не проходной калибр. Выход диаметра резьбы из поля допуска в начале отверстия — не проходной калибр, нормальная внутренняя резьба, не проходной калибр.
2. Использование неподходящего метчика или метчика с затупившейся рабочей частью ведет к «закусыванию» инструмента или выходу резьбы из поля допуска
Использование неверного метчика для обрабатываемого материала ведет к появлению проблем при обработке.
Выбор правильного метчика
- Метчик с прямыми канавками
- Метчик со спиральными канавками
- Метчик со спиральной подточкой
- Раскатник
Рекомендуется выбирать метчик, подходящий для обработки конкретного материала.
Процесс резьбонарезания инструментом с затупившейся рабочей частью
Износ по задней поверхности, адгезионный износ, сколы на режущей кромке.
Решение: правильное использование СОЖ, правильный выбор режимов резания.
Низкое качество поверхностей резьбы является следствием износа по задней поверхности инструмента. Зарезание и недорезание витков ведет к выходу размера резьбы из поля допуска. Поэтому особое внимание необходимо уделить контролю качества поверхности резьбы при выборочном контроле. Выход размера резьбы из поля допуска происходит из-за закусывания метчика и некорректного процесса резания.