Краткое руководство Yamawa по каталогам - страница 68
Навигация
 Обший каталог Yamawa 2016 - 2017
Обший каталог Yamawa 2016 - 2017 Общий каталог Yamawa 2022 - 2023
Общий каталог Yamawa 2022 - 2023 Каталоги Yamawa твердосплавные метчики для закаленной стали
Каталоги Yamawa твердосплавные метчики для закаленной стали Общий каталог Yamawa 2021
Общий каталог Yamawa 2021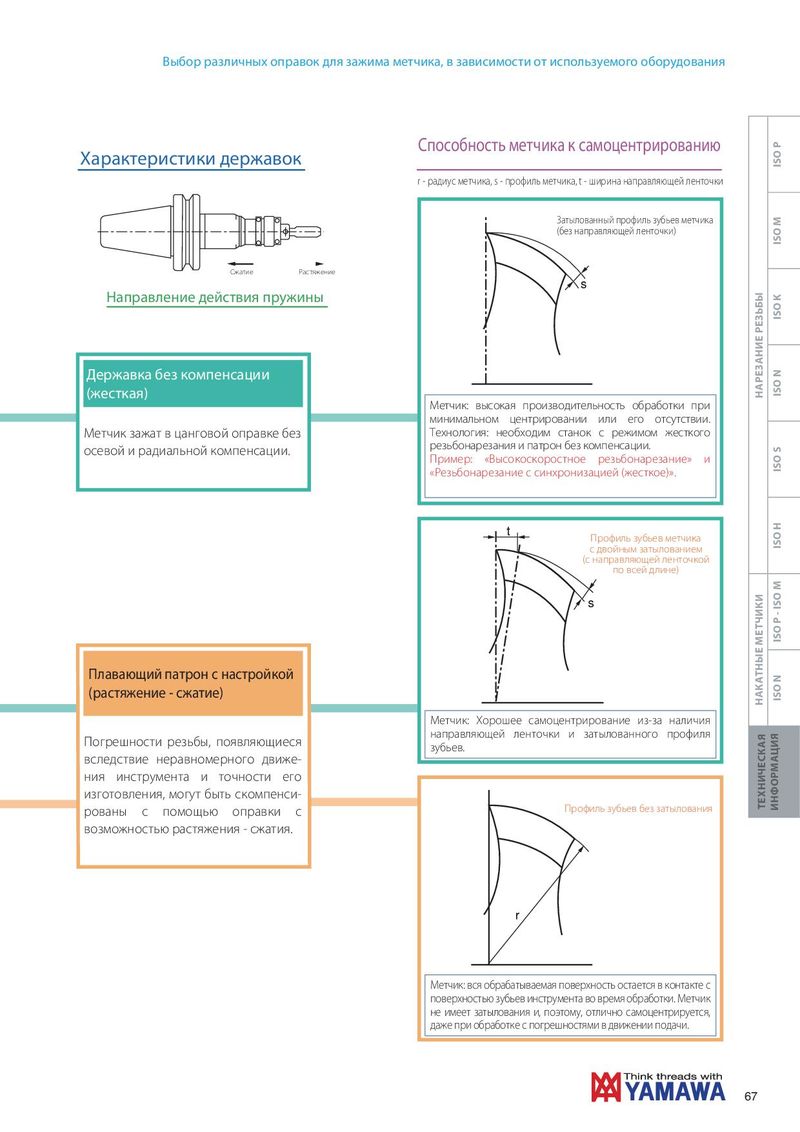
Выбор различных оправок для зажима метчика, в зависимости от используемого оборудования
Способность метчика к самоцентрированию
r — радиус метчика, s — профиль метчика, t — ширина направляющей ленточки.
Державка без компенсации (жесткая)
Направление действия пружины: сжатие/растяжение.
Профиль зубьев метчика с затылованием, без направляющей ленточки.
Метчик: высокая производительность обработки при минимальном центрировании или его отсутствии.
Технология: необходим станок с режимом жесткого резьбонарезания и патрон без компенсации.
Пример: «Высокоскоростное резьбонарезание» и «Резьбонарезание с синхронизацией (жесткое)».
Метчик зажат в цанговой оправке без осевой и радиальной компенсации.
Плавающий патрон с настройкой (растяжение — сжатие)
Профиль зубьев метчика с двойным затылованием (с направляющей ленточкой по всей длине).
Метчик: хорошее самоцентрирование из-за наличия направляющей ленточки и затылованного профиля зубьев.
Погрешности резьбы, появляющиеся вследствие неравномерного движения инструмента и точности его изготовления, могут быть скомпенсированы с помощью оправки с возможностью растяжения — сжатия.
Профиль зубьев без затылования.
Метчик: вся обрабатываемая поверхность остается в контакте с поверхностью зубьев инструмента во время обработки. Метчик не имеет затылования и, поэтому, отлично самоцентрируется, даже при обработке с погрешностями в движении подачи.