Краткое руководство Yamawa по каталогам - страница 70
Навигация
 Обший каталог Yamawa 2016 - 2017
Обший каталог Yamawa 2016 - 2017 Общий каталог Yamawa 2022 - 2023
Общий каталог Yamawa 2022 - 2023 Каталоги Yamawa твердосплавные метчики для закаленной стали
Каталоги Yamawa твердосплавные метчики для закаленной стали Общий каталог Yamawa 2021
Общий каталог Yamawa 2021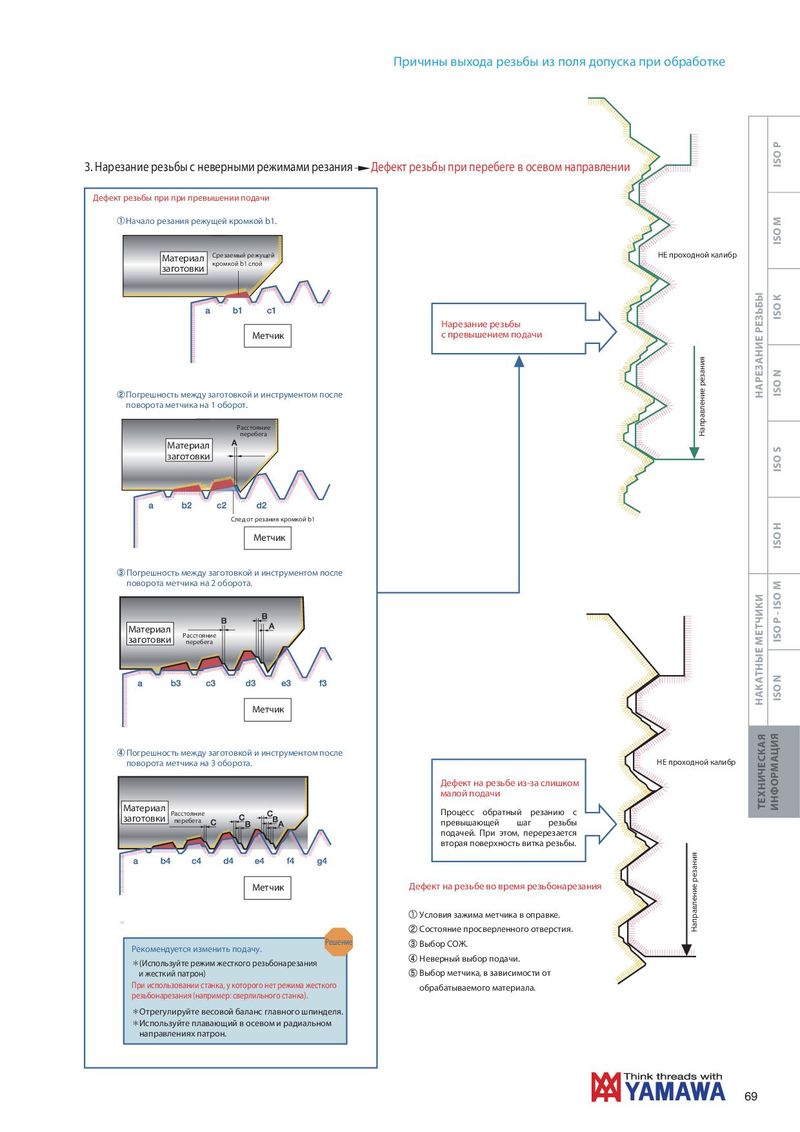
Причины выхода резьбы из поля допуска при обработке
3. Нарезание резьбы с неверными режимами резания
Дефект резьбы при превышении подачи
Начало резания режущей кромкой b1. Материал заготовки, срезаемый режущей кромкой b1 слой, метчик.
Погрешность между заготовкой и инструментом после поворота метчика на 1 оборот: расстояние перебега.
Погрешность между заготовкой и инструментом после поворота метчика на 2 оборота: след от резания кромкой b1.
Погрешность между заготовкой и инструментом после поворота метчика на 3 оборота: расстояние перебега.
Дефект резьбы при перебеге в осевом направлении
Направление резания, нарезание резьбы с превышением подачи. Не проходной калибр.
Дефект на резьбе из-за слишком малой подачи
Процесс, обратный резанию с превышающей шаг резьбы подачей. При этом перерезается вторая поверхность витка резьбы. Направление резания. Не проходной калибр.
Дефект на резьбе во время резьбонарезания
- Условия зажима метчика в оправке.
- Состояние просверленного отверстия.
- Выбор СОЖ.
- Неверный выбор подачи.
- Выбор метчика в зависимости от обрабатываемого материала.
Решение
Рекомендуется изменить подачу (используйте режим жесткого резьбонарезания и жесткий патрон).
При использовании станка, у которого нет режима жесткого резьбонарезания (например, сверлильного станка): отрегулируйте весовой баланс главного шпинделя, используйте плавающий в осевом и радиальном направлениях патрон.