Краткое руководство Yamawa по каталогам - страница 64
Навигация
 Обший каталог Yamawa 2016 - 2017
Обший каталог Yamawa 2016 - 2017 Общий каталог Yamawa 2022 - 2023
Общий каталог Yamawa 2022 - 2023 Каталоги Yamawa твердосплавные метчики для закаленной стали
Каталоги Yamawa твердосплавные метчики для закаленной стали Общий каталог Yamawa 2021
Общий каталог Yamawa 2021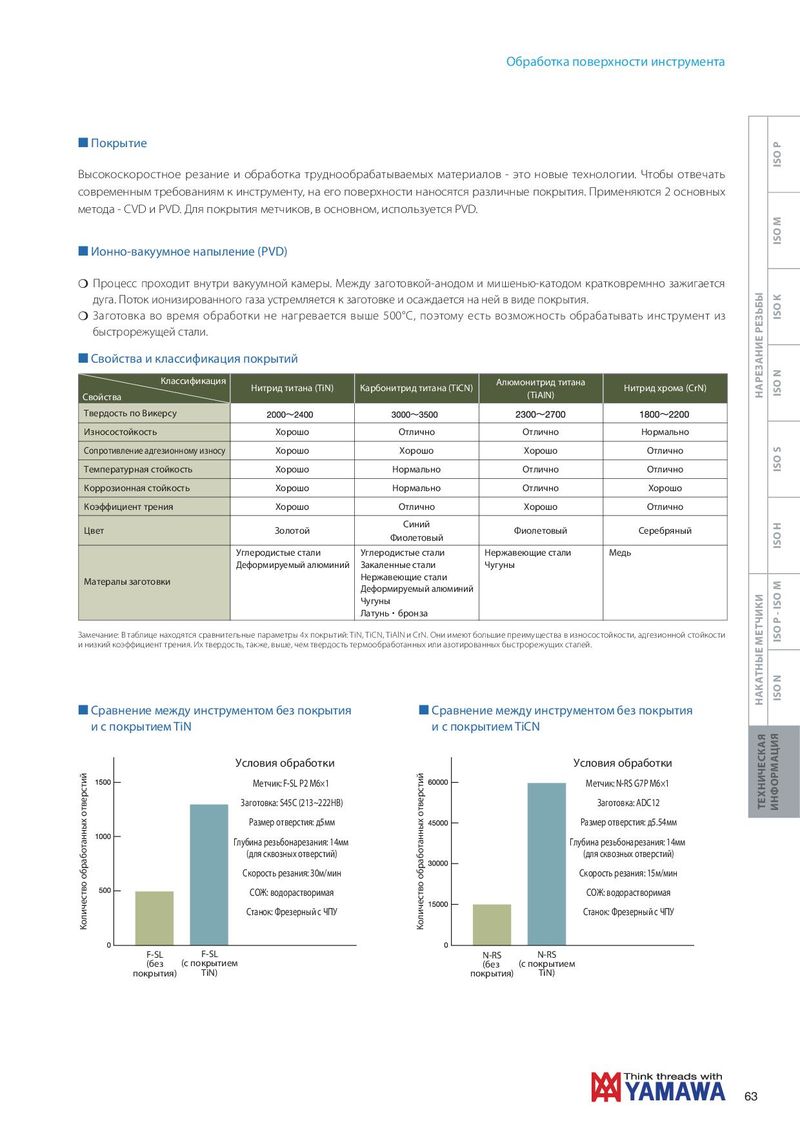
Surface Treatment Обработка поверхности инструмента ■ ■Hard coating Покрытие ISO P Высокоскоростное резание и обработка труднообрабатываемых материалов - это новые технологии. Чтобы отвечать High speed cutting and hard-to-machine material cutting are the recent technology. To meet this tendency, the hard layer coating by vapor deposi- современным требованиям к инструменту, на его поверхности наносятся различные покрытия. Применяются 2 основных tion over tool's surface has become popular. There are two coating methods, CVD and PVD. PVD is mainly used for tap. метода - CVD и PVD. Для покрытия метчиков, в основном, используется PVD. ■Physical Vapor Deposition ○Inside of the container of high vacuum, are vapor deposition materials heated. And we vapor-deposit particles ionized by electric discharge on ISO M ■ Ионно-вакуумное напыление (PVD) tool's surface. ○Due to its low reaction temperature (lower than 500˚C), PVD makes little change in shape and hardness of HSS tools. P Процесс проходит внутри вакуумной камеры. Между заготовкой-анодом и мишенью-катодом кратковремнно зажигается ○We have adopted iron plating method, and are coating thin layer (1-4um) over our HSS and carbide tools. The layer processed by this method is дуга. Поток ионизированного газа устремляется к заготовке и осаждается на ней в виде покрытия. very high in its adherence and its wear resistance. P Заготовка во время обработки не нагревается выше 500°С, поэтому есть возможность обрабатывать инструмент из ISO K быстрорежущей стали. ■ ■The features and classification of coating Свойства и классификация покрытий Классификация Алюмонитрид титана Нитрид титана (TiN) Карбонитрид титана (TiCN) Нитрид хрома (CrN) Свойства (TiAIN) НАРЕЗАНИЕ РЕЗЬБЫ ISO N Твердость по Викерсу Износостойкость Хорошо Отлично Отлично Нормально Сопротивление адгезионному износу Хорошо Хорошо Хорошо Отлично Температурная стойкость Хорошо Нормально Отлично Отлично ISO S Коррозионная стойкость Хорошо Нормально Отлично Хорошо Коэффициент трения Хорошо Отлично Хорошо Отлично Синий Цвет Золотой Фиолетовый Серебряный Фиолетовый ISO H Углеродистые стали Углеродистые стали Нержавеющие стали Медь Деформируемый алюминий Закаленные стали Чугуны Нержавеющие стали Матералы заготовки Деформируемый алюминий Чугуны Латунь・бронза Note: Evaluation (tri-level) of characteristic features is just comparative of these four coatings, TiN, TiCN, TiAlN, and CrN, in the table. These coatings have great advantages of wear resistance, welding Замечание: В таблице находятся сравнительные параметры 4х покрытий: TiN, TiCN, TiAlN и CrN. Они имеют большие преимущества в износостойкости, адгезионной стойкости resistance, and friction reduction. The values of vickers hardness are also higher than the heat treatment or nitriding of HSS cutting tools from the table. ISO P - ISO M и низкий коэффициент трения. Их твердость, также, выше, чем твердость термообработанных или азотированных быстрорежущих сталей. ISO N НАКАТНЫЕ МЕТЧИКИ ■ Сравнение между инструментом без покрытия ■ Сравнение между инструментом без покрытия и с покрытием TiN и с покрытием TiCN ■Comparison between bright and TiN coated ■Comparison between bright and TiCN coated Условия обработки Условия обработки Метчик: F-SL P2 M6×1 Метчик: N-RS G7P M6×1 Заготовка: S45C (213~222HB) Заготовка: ADC12 ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ Размер отверстия: д5мм Размер отверстия: д5.54мм Глубина резьбонарезания: 14мм Глубина резьбонарезания: 14мм (для сквозных отверстий) (для сквозных отверстий) Скорость резания: 30м/мин Скорость резания: 15м/мин СОЖ: водорастворимая СОЖ: водорастворимая Станок: Фрезерный с ЧПУ Станок: Фрезерный с ЧПУ Количество обработанных отверстий Количество обработанных отверстий F-SL F-SL N-RS N-RS (без (с покрытием (без (с покрытием покрытия) TiN) покрытия) TiN) 63