Краткое руководство Yamawa по каталогам - страница 65
Навигация
 Обший каталог Yamawa 2016 - 2017
Обший каталог Yamawa 2016 - 2017 Общий каталог Yamawa 2022 - 2023
Общий каталог Yamawa 2022 - 2023 Каталоги Yamawa твердосплавные метчики для закаленной стали
Каталоги Yamawa твердосплавные метчики для закаленной стали Общий каталог Yamawa 2021
Общий каталог Yamawa 2021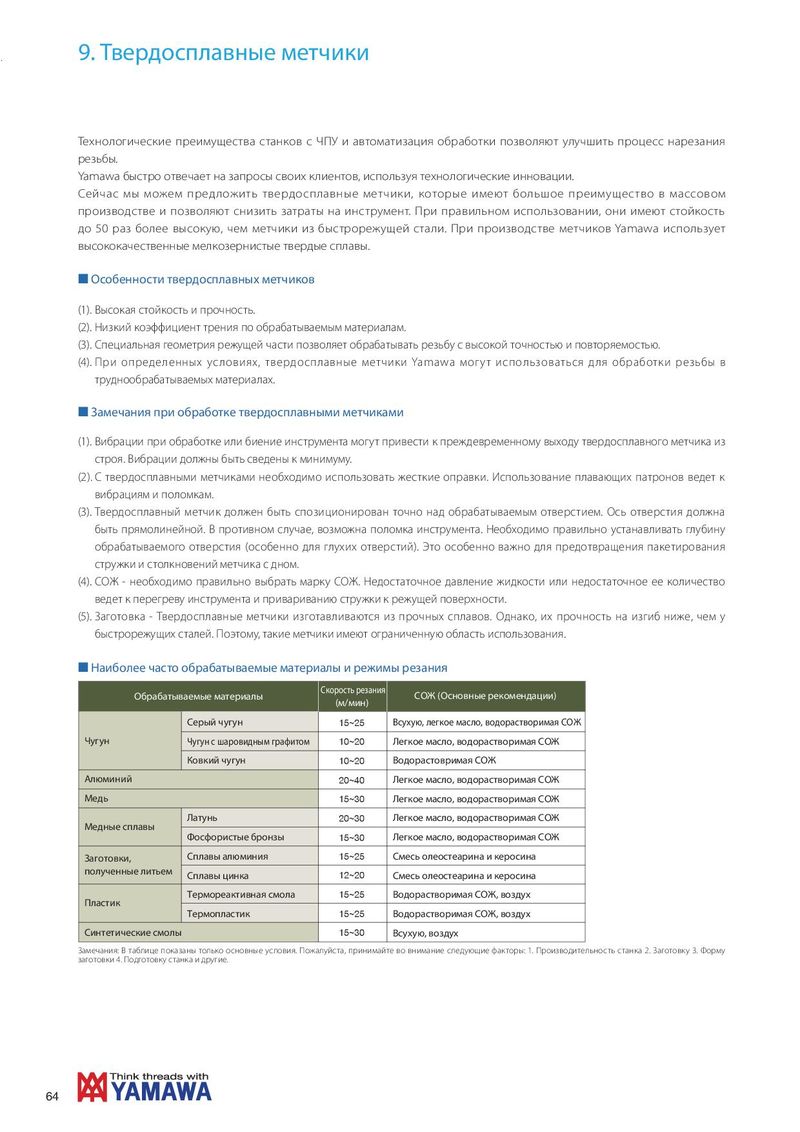
9. Твердосплавные метчики Carbide Taps Технологические преимущества станков с ЧПУ и автоматизация обработки позволяют улучшить процесс нарезания резьбы. Yamawa быстро отвечает на запросы своих клиентов, используя технологические инновации. Сейчас мы можем предложить твердосплавные метчики, которые имеют большое преимущество в массовом Technological advances in CNC machines and machining centers, and machining automation have helped improve the overall tapping process. производстве и позволяют снизить затраты на инструмент. При правильном использовании, они имеют стойкость YAMAWA was quick to respond to evolving customer needs resulting from technological innovations. до 50 раз более высокую, чем метчики из быстрорежущей стали. При производстве метчиков Yamawa использует We can now recommend carbide taps, which provide tremendous improvements in mass-production and in reducing costs. It is estimated that высококачественные мелкозернистые твердые сплавы. carbide taps have 50 times more durability than HSS taps in tapping, when used properly. YAMAWA engineering believes the best carbide materials suitable for taps are ultramicro grain tungsten carbide, or ultrafine grain carbide made of high cobalt. ■ Особенности твердосплавных метчиков ■ Features of Carbide Taps (1). Высокая стойкость и прочность. (2). Низкий коэффициент трения по обрабатываемым материалам. (1)Excellent durability with high toughness is obtainable. (3). Специальная геометрия режущей части позволяет обрабатывать резьбу с высокой точностью и повторяемостью. (2)High anti-friction features are provided by the material's high hardness and comparatively high toughness, which ultimately results in a longer tool (4). При определенных условиях, твердосплавные метчики Yamawa могу т использоваться для обработки резьбы в life. (3)Specially designed cutting angle and other dimensional features produce the internal threads with high tolerance accuracy and consistency. труднообрабатываемых материалах. (4)Under certain tapping condition, YAMAWA carbide taps can be used even for tapping hard-to-machine materials. ■ Замечания при обработке твердосплавными метчиками ■ Points to note during tapping with Carbide taps: (1). Вибрации при обработке или биение инструмента могут привести к преждевременному выходу твердосплавного метчика из (1) Machine vibration, or run-out, can lead to Carbide tap chipping and premature failure. Tapping vibrations need to be kept to a minimum. строя. Вибрации должны быть сведены к минимуму. (2) Tap holder should be a rigid type for a Carbide tap. A holder attachment with axial float, or radial float tends to promote Carbide tap breakage and (2). С твердосплавными метчиками необходимо использовать жесткие оправки. Использование плавающих патронов ведет к chipping. вибрациям и поломкам. (3) The hole to be tapped must be located correctly and on center ; any centering off or non-straight drilled hole tends to cause Carbide tap breakage (3). Твердосплавный метчик должен быть спозиционирован точно над обрабатываемым отверстием. Ось отверстия должна due to deflection. Select correct hole depth with respect to tapping length (for blind hole only). It is especially important to prevent tap damage быть прямолинейной. В противном случае, возможна поломка инструмента. Необходимо правильно устанавливать глубину from chip packing and bottom thrusting in blind hole tapping. обрабатываемого отверстия (особенно для глухих отверстий). Это особенно важно для предотвращения пакетирования (4) Cutting lubricants - select grade of lubricant. Improper flow of coolant, or lack of sufficient amount of lubricant, or cooling can increase the стружки и столкновений метчика с дном. likelihood of Carbide tap chipping due to work material welding. Caution must be taken during dry machining to prevent chip welding to the tap. (4). СОЖ - необходимо правильно выбрать марку СОЖ. Недостаточное давление жидкости или недостаточное ее количество (5) Work pieces - we provide Carbide taps with increased toughness, but Carbide taps are inferior to High Speed Steel (HSS) in the area of toughness. ведет к перегреву инструмента и привариванию стружки к режущей поверхности. As a matter of fact Carbide taps have limited application due to this difference in toughness to HSS. (5). Заготовка - Твердосплавные метчики изготавливаются из прочных сплавов. Однако, их прочность на изгиб ниже, чем у быстрорежущих сталей. Поэтому, такие метчики имеют ограниченную область использования. ■ ■ Commonly used materials and cutting conditions. Наиболее часто обрабатываемые материалы и режимы резания Скорость резания Обрабатываемые материалы СОЖ (Основные рекомендации) (м/мин) Серый чугун 15~25 Всухую, легкое масло, водорастворимая СОЖ Чугун Чугун с шаровидным графитом 10~20 Легкое масло, водорастворимая СОЖ Ковкий чугун 10~20 Водорастовримая СОЖ Алюминий 20~40 Легкое масло, водорастворимая СОЖ Медь 15~30 Легкое масло, водорастворимая СОЖ Латунь 20~30 Легкое масло, водорастворимая СОЖ Медные сплавы Фосфористые бронзы 15~30 Легкое масло, водорастворимая СОЖ Заготовки, Сплавы алюминия 15~25 Смесь олеостеарина и керосина полученные литьем Сплавы цинка 12~20 Смесь олеостеарина и керосина Термореактивная смола 15~25 Водорастворимая СОЖ, воздух Пластик Термопластик 15~25 Водорастворимая СОЖ, воздух Синтетические смолы 15~30 Всухую, воздух Замечания: В таблице показаны только основные условия. Пожалуйста, принимайте во внимание следующие факторы: 1. Производительность станка 2. Заготовку 3. Форму Note : The table shows only general conditions. As for actual cutting operation, please consider the following points : (1) Machine Capacity, (2) Work piece(s), (3) Work Shape, (4) Setup (5) other factors. заготовки 4. Подготовку станка и другие. 64