Основной каталог Winstar 2021 - страница 212
Навигация
 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar твердосплавные пластины и вставки
Каталог Winstar твердосплавные пластины и вставки Брошюра Winstar пластины 2021
Брошюра Winstar пластины 2021 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020- Cover
- A-Milling
- Solid Carbide Endmills
- H700
- H680
- H650
- H600
- G550
- V470
- G450
- V530
- V520
- M500
- Hypex
- A300
- A200
- A100
- CuttingData
- Milling Inserts
- Indexable Milling Cutters
- Shoulder Milling Cutters
- Face Milling Cutters
- Copy Milling Cutters
- Chamgering & Engraving Cutters
- Helical Milling Cutters
- Disc Milling Cutters
- Modular Milling Tools
- B-Holemaking
- Solid Carbide Drills
- DPC&DPN
- DLC&DLN
- DMC&DMN
- DHN
- DFN
- DZC&DZN
- DAN
- DGN
- CuttingData
- Modular Drills
- Indexable Drills
- Spotting & Centering Drills
- Solid Carbide Reamers
- Indexable Boring Tools
- C-Turning
- ISO Turning Inserts
- Turning Holders
- Parting & Grooving Tools
- Mini Turning Tools for Auto Lathe
- D-Threading
- Solid Thread Mills
- Solid Thread Turning Bars
- Indexable Thread Turning Tools
- E-Customized & Tooling
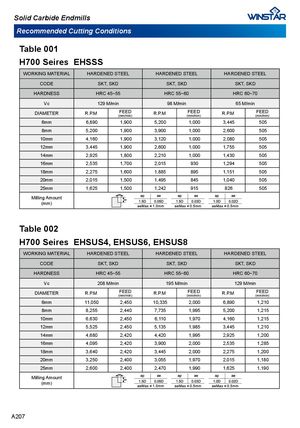
Solid Carbide Endmills Recommended Cutting Conditions Table 001 H700 Seires EHSSS WORKING MATERIAL HARDENED STEEL HARDENED STEEL HARDENED STEEL CODE SKT, SKD SKT, SKD SKT, SKD HARDNESS HRC 45~55 HRC 55~60 HRC 60~70 Vc 129 M/min 98 M/min 65 M/min DIAMETER R.P.M FEED (mm/min) R.P.M FEED (mm/min) R.P.M FEED (mm/min) 6mm 6,890 1,900 5,200 1,000 3,445 505 8mm 5,200 1,900 3,900 1,000 2,600 505 10mm 4,160 1,900 3,120 1,000 2,080 505 12mm 3,445 1,900 2,600 1,000 1,755 505 14mm 2,925 1,800 2,210 1,000 1,430 505 16mm 2,535 1,700 2,015 930 1,294 505 18mm 2,275 1,600 1,885 895 1,151 505 20mm 2,015 1,500 1,495 845 1,040 505 25mm 1,625 1,500 1,242 915 826 505 Milling Amount (mm) Table 002 H700 Seires EHSUS4, EHSUS6, EHSUS8 WORKING MATERIAL HARDENED STEEL HARDENED STEEL HARDENED STEEL CODE SKT, SKD SKT, SKD SKT, SKD HARDNESS HRC 45~55 HRC 55~60 HRC 60~70 Vc 208 M/min 195 M/min 129 M/min DIAMETER R.P.M FEED (mm/min) R.P.M FEED (mm/min) R.P.M FEED (mm/min) 6mm 11,050 2,450 10,335 2,000 6,890 1,210 8mm 8,255 2,440 7,735 1,995 5,200 1,215 10mm 6,630 2,450 6,110 1,970 4,160 1,215 12mm 5,525 2,450 5,135 1,985 3,445 1,210 14mm 4,680 2,420 4,420 1,995 2,925 1,200 16mm 4,095 2,420 3,900 2,000 2,535 1,285 18mm 3,640 2,420 3,445 2,000 2,275 1,200 20mm 3,250 2,400 3,055 1,970 2,015 1,180 25mm 2,600 2,400 2,470 1,990 1,625 1,190 Milling Amount (mm) A207