Основной каталог Winstar 2021 - страница 478
Навигация
 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar твердосплавные пластины и вставки
Каталог Winstar твердосплавные пластины и вставки Брошюра Winstar пластины 2021
Брошюра Winstar пластины 2021 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020- Cover
- A-Milling
- Solid Carbide Endmills
- H700
- H680
- H650
- H600
- G550
- V470
- G450
- V530
- V520
- M500
- Hypex
- A300
- A200
- A100
- CuttingData
- Milling Inserts
- Indexable Milling Cutters
- Shoulder Milling Cutters
- Face Milling Cutters
- Copy Milling Cutters
- Chamgering & Engraving Cutters
- Helical Milling Cutters
- Disc Milling Cutters
- Modular Milling Tools
- B-Holemaking
- Solid Carbide Drills
- DPC&DPN
- DLC&DLN
- DMC&DMN
- DHN
- DFN
- DZC&DZN
- DAN
- DGN
- CuttingData
- Modular Drills
- Indexable Drills
- Spotting & Centering Drills
- Solid Carbide Reamers
- Indexable Boring Tools
- C-Turning
- ISO Turning Inserts
- Turning Holders
- Parting & Grooving Tools
- Mini Turning Tools for Auto Lathe
- D-Threading
- Solid Thread Mills
- Solid Thread Turning Bars
- Indexable Thread Turning Tools
- E-Customized & Tooling
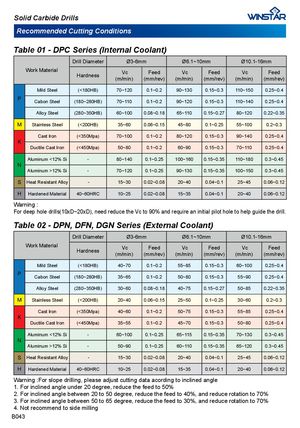
Solid Carbide Drills Recommended Cutting Conditions Table 01 - DPC Series (Internal Coolant) Drill Diameter Ø3-6mm Ø6.1~10mm Ø10.1-16mm Work Material Hardness Vc Feed Vc Feed Vc Feed(m/min)(mm/rev)(m/min)(mm/rev)(m/min)(mm/rev) Mild Steel (<180HB) 70~120 0.1~0.2 90~130 0.15~0.3 110~150 0.25~0.4 P Cabon Steel (180~280HB) 70~110 0.1~0.2 90~120 0.15~0.3 110~140 0.25~0.4 Alloy Steel (280~350HB) 60~100 0.08~0.18 65~110 0.15~0.27 80~120 0.22~0.35 M Stainless Steel (<200HB) 35~60 0.06~0.15 45~80 0.1~0.25 55~100 0.2~0.3 Cast lron (<350Mpa) 70~100 0.1~0.2 80~120 0.15~0.3 90~140 0.25~0.4 K Ductile Cast lron (<450Mpa) 50~80 0.1~0.2 60~90 0.15~0.3 70~110 0.25~0.4 Aluminum <12% Si - 80~140 0.1~0.25 100~160 0.15~0.35 110~180 0.3~0.45 N Aluminum >12% Si - 70~120 0.1~0.25 90~130 0.15~0.35 100~150 0.3~0.45 S Heat Resistant Alloy - 15~30 0.02~0.08 20~40 0.04~0.1 25~45 0.06~0.12 H Hardened Material 40~60HRC 10~25 0.02~0.08 15~35 0.04~0.1 20~40 0.06~0.12 Warning : For deep hole drills(10xD~20xD), need reduce the Vc to 90% and require an initial pilot hole to help guide the drill. Table 02 - DPN, DFN, DGN Series (External Coolant) Drill Diameter Ø3-6mm Ø6.1~10mm Ø10.1-16mm Work Material Hardness Vc Feed Vc Feed Vc Feed(m/min)(mm/rev)(m/min)(mm/rev)(m/min)(mm/rev) Mild Steel (<180HB) 40~70 0.1~0.2 55~85 0.15~0.3 60~100 0.25~0.4 P Cabon Steel (180~280HB) 35~65 0.1~0.2 50~80 0.15~0.3 55~90 0.25~0.4 Alloy Steel (280~350HB) 30~60 0.08~0.18 40~75 0.15~0.27 50~85 0.22~0.35 M Stainless Steel (<200HB) 20~40 0.06~0.15 25~50 0.1~0.25 30~60 0.2~0.3 Cast lron (<350Mpa) 40~60 0.1~0.2 50~75 0.15~0.3 55~85 0.25~0.4 K Ductile Cast lron (<450Mpa) 35~55 0.1~0.2 45~70 0.15~0.3 50~80 0.25~0.4 Aluminum <12% Si - 60~100 0.1~0.25 65~115 0.15~0.35 70~130 0.3~0.45 N Aluminum >12% Si - 50~90 0.1~0.25 60~110 0.15~0.35 65~120 0.3~0.45 S Heat Resistant Alloy - 15~30 0.02~0.08 20~40 0.04~0.1 25~45 0.06~0.12 H Hardened Material 40~60HRC 10~25 0.02~0.08 15~35 0.04~0.1 20~40 0.06~0.12 Warning :For slope drilling, please adjust cutting data acording to inclined angle 1. For inclined angle under 20 degree, reduce the feed to 50% 2. For inclined angle between 20 to 50 degree, reduce the feed to 40%, and reduce rotation to 70% 3. For inclined angle between 50 to 65 degree, reduce the feed to 30%, and reduce rotation to 70% 4. Not recommend to side milling B043