Основной каталог Winstar 2021 - страница 181
Навигация
 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar твердосплавные пластины и вставки
Каталог Winstar твердосплавные пластины и вставки Брошюра Winstar пластины 2021
Брошюра Winstar пластины 2021 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020- Cover
- A-Milling
- Solid Carbide Endmills
- H700
- H680
- H650
- H600
- G550
- V470
- G450
- V530
- V520
- M500
- Hypex
- A300
- A200
- A100
- CuttingData
- Milling Inserts
- Indexable Milling Cutters
- Shoulder Milling Cutters
- Face Milling Cutters
- Copy Milling Cutters
- Chamgering & Engraving Cutters
- Helical Milling Cutters
- Disc Milling Cutters
- Modular Milling Tools
- B-Holemaking
- Solid Carbide Drills
- DPC&DPN
- DLC&DLN
- DMC&DMN
- DHN
- DFN
- DZC&DZN
- DAN
- DGN
- CuttingData
- Modular Drills
- Indexable Drills
- Spotting & Centering Drills
- Solid Carbide Reamers
- Indexable Boring Tools
- C-Turning
- ISO Turning Inserts
- Turning Holders
- Parting & Grooving Tools
- Mini Turning Tools for Auto Lathe
- D-Threading
- Solid Thread Mills
- Solid Thread Turning Bars
- Indexable Thread Turning Tools
- E-Customized & Tooling
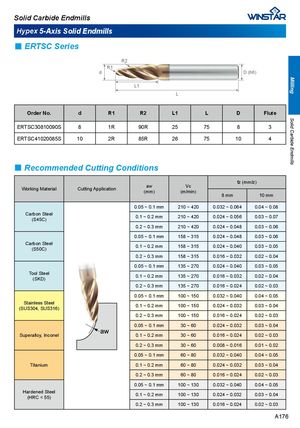
Solid Carbide EndmillsMilling Solid Carbide Endmills Hypex 5-Axis Solid Endmills ■ ERTSC Series R2 R1 d D (h6) L1 L Order No. d R1 R2 L1 L D Flute ERTSC30810090S 8 1R 90R 25 75 8 3 ERTSC41020085S 10 2R 85R 26 75 10 4 ■ Recommended Cutting Conditions fz (mm/z) Working Material Cutting Application aw Vc(mm)(m/min) 8 mm 10 mm 0.05 ~ 0.1 mm 210 ~ 420 0.032 ~ 0.064 0.04 ~ 0.08 Carbon Steel(S45C) 0.1 ~ 0.2 mm 210 ~ 420 0.024 ~ 0.056 0.03 ~ 0.07 0.2 ~ 0.3 mm 210 ~ 420 0.024 ~ 0.048 0.03 ~ 0.06 0.05 ~ 0.1 mm 158 ~ 315 0.024 ~ 0.048 0.03 ~ 0.06 Carbon Steel(S50C) 0.1 ~ 0.2 mm 158 ~ 315 0.024 ~ 0.040 0.03 ~ 0.05 0.2 ~ 0.3 mm 158 ~ 315 0.016 ~ 0.032 0.02 ~ 0.04 0.05 ~ 0.1 mm 135 ~ 270 0.024 ~ 0.040 0.03 ~ 0.05 Tool Steel(SKD) 0.1 ~ 0.2 mm 135 ~ 270 0.016 ~ 0.032 0.02 ~ 0.04 0.2 ~ 0.3 mm 135 ~ 270 0.016 ~ 0.024 0.02 ~ 0.03 0.05 ~ 0.1 mm 100 ~ 150 0.032 ~ 0.040 0.04 ~ 0.05 Stainless Steel(SUS304, SUS316) 0.1 ~ 0.2 mm 100 ~ 150 0.024 ~ 0.032 0.03 ~ 0.04 0.2 ~ 0.3 mm 100 ~ 150 0.016 ~ 0.024 0.02 ~ 0.03 0.05 ~ 0.1 mm 30 ~ 60 0.024 ~ 0.032 0.03 ~ 0.04 Superalloy, Inconel 0.1 ~ 0.2 mm 30 ~ 60 0.016 ~ 0.024 0.02 ~ 0.03 0.2 ~ 0.3 mm 30 ~ 60 0.008 ~ 0.016 0.01 ~ 0.02 0.05 ~ 0.1 mm 60 ~ 80 0.032 ~ 0.040 0.04 ~ 0.05 Titanium 0.1 ~ 0.2 mm 60 ~ 80 0.024 ~ 0.032 0.03 ~ 0.04 0.2 ~ 0.3 mm 60 ~ 80 0.016 ~ 0.024 0.02 ~ 0.03 0.05 ~ 0.1 mm 100 ~ 130 0.032 ~ 0.040 0.04 ~ 0.05 Hardened Steel(HRC < 55) 0.1 ~ 0.2 mm 100 ~ 130 0.024 ~ 0.032 0.03 ~ 0.04 0.2 ~ 0.3 mm 100 ~ 130 0.016 ~ 0.024 0.02 ~ 0.03 A176