Общий каталог Winstar 2015 - 2016 - страница 202
Навигация
 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020 Каталог Winstar фрезерование
Каталог Winstar фрезерование Каталог Winstar сверление
Каталог Winstar сверление Брошюра Winstar основная номенклатура 2021
Брошюра Winstar основная номенклатура 2021 Основной каталог Winstar 2021
Основной каталог Winstar 2021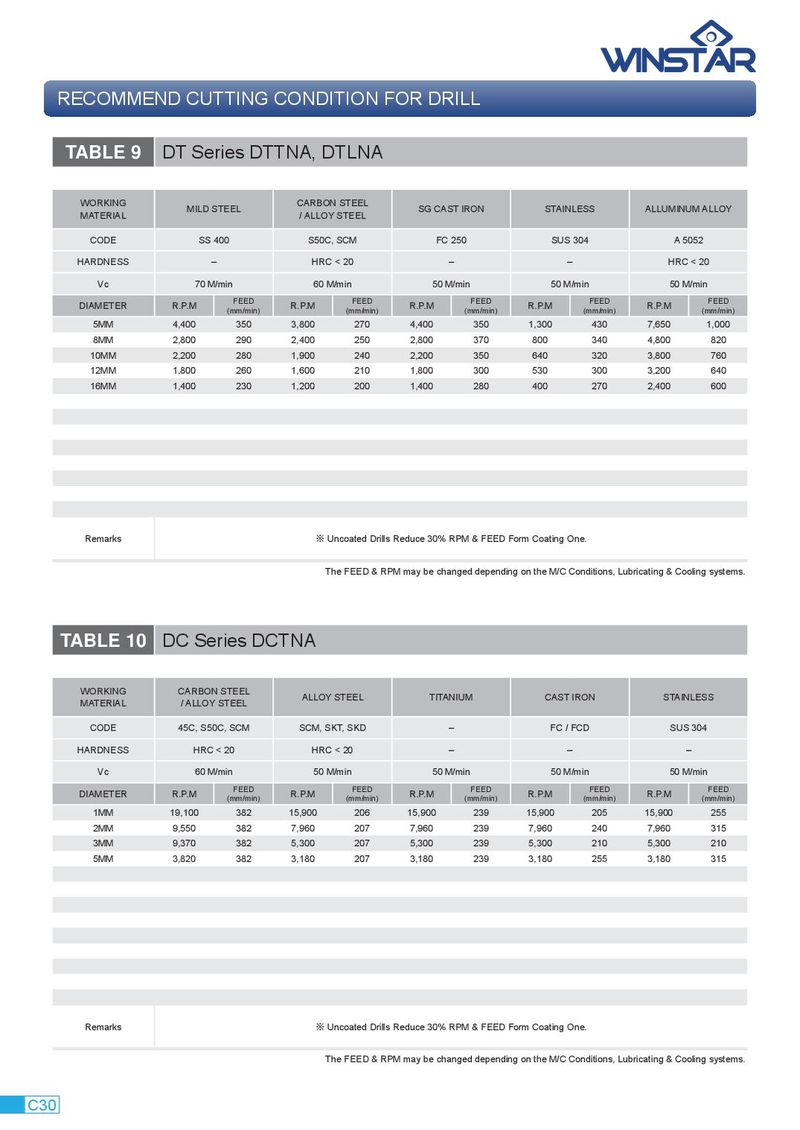
RECOMMEND CUTTING CONDITION FOR DRILL TABLE 9 DT Series DTTNA, DTLNA WORKING CARBON STEEL MILD STEEL SG CAST IRON STAINLESS ALLUMINUM ALLOY MATERIAL / ALLOY STEEL CODE SS 400 S50C, SCM FC 250 SUS 304 A 5052 HARDNESS ‒ HRC < 20 ‒ ‒ HRC < 20 Vc 70 M/min 60 M/min 50 M/min 50 M/min 50 M/min FEED FEED FEED FEED FEED DIAMETER R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) 5MM 4,400 350 3,800 270 4,400 350 1,300 430 7,650 1,000 8MM 2,800 290 2,400 250 2,800 370 800 340 4,800 820 10MM 2,200 280 1,900 240 2,200 350 640 320 3,800 760 12MM 1,800 260 1,600 210 1,800 300 530 300 3,200 640 16MM 1,400 230 1,200 200 1,400 280 400 270 2,400 600 Remarks ※ Uncoated Drills Reduce 30% RPM & FEED Form Coating One. The FEED & RPM may be changed depending on the M/C Conditions, Lubricating & Cooling systems. TABLE 10 DC Series DCTNA WORKING CARBON STEEL ALLOY STEEL TITANIUM CAST IRON STAINLESS MATERIAL / ALLOY STEEL CODE 45C, S50C, SCM SCM, SKT, SKD ‒ FC / FCD SUS 304 HARDNESS HRC < 20 HRC < 20 ‒ ‒ ‒ Vc 60 M/min 50 M/min 50 M/min 50 M/min 50 M/min FEED FEED FEED FEED FEED DIAMETER R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) 1MM 19,100 382 15,900 206 15,900 239 15,900 205 15,900 255 2MM 9,550 382 7,960 207 7,960 239 7,960 240 7,960 315 3MM 9,370 382 5,300 207 5,300 239 5,300 210 5,300 210 5MM 3,820 382 3,180 207 3,180 239 3,180 255 3,180 315 Remarks ※ Uncoated Drills Reduce 30% RPM & FEED Form Coating One. The FEED & RPM may be changed depending on the M/C Conditions, Lubricating & Cooling systems. C30