Общий каталог Winstar 2015 - 2016 - страница 203
Навигация
 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020 Каталог Winstar фрезерование
Каталог Winstar фрезерование Каталог Winstar сверление
Каталог Winstar сверление Брошюра Winstar основная номенклатура 2021
Брошюра Winstar основная номенклатура 2021 Основной каталог Winstar 2021
Основной каталог Winstar 2021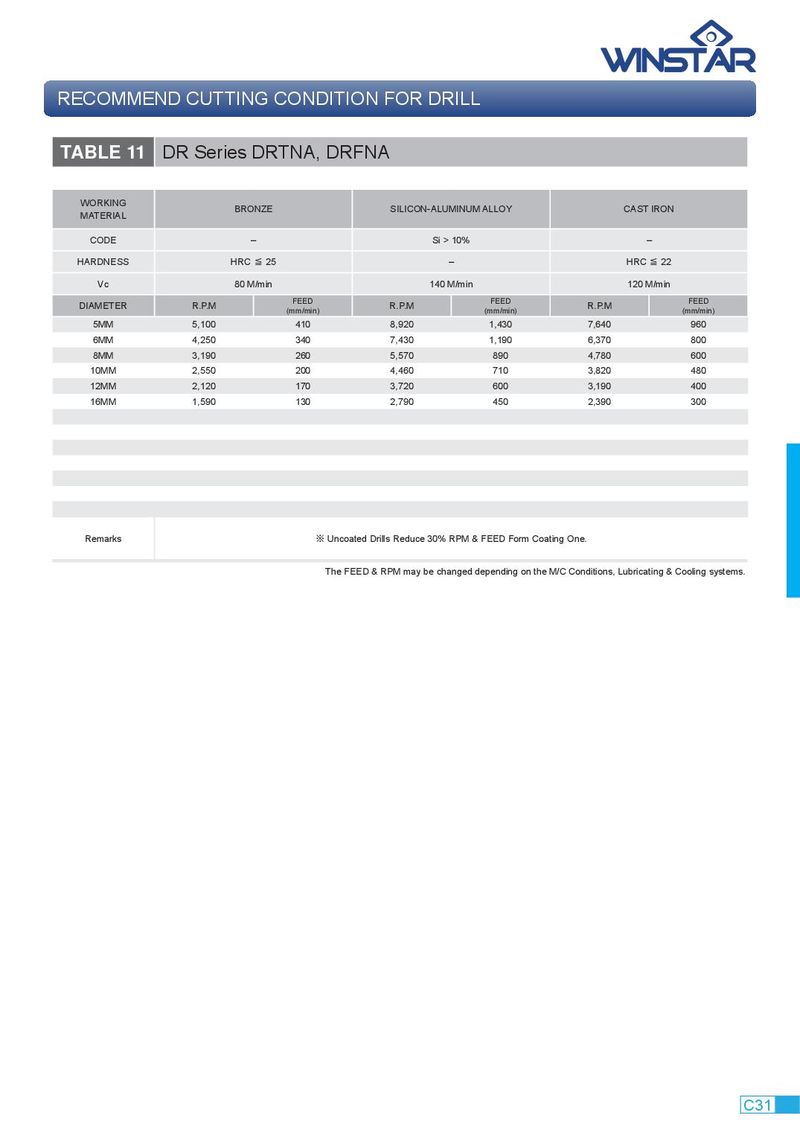
RECOMMEND CUTTING CONDITION FOR DRILL TABLE 11 DR Series DRTNA, DRFNA WORKING BRONZE SILICON-ALUMINUM ALLOY CAST IRON MATERIAL CODE ‒ Si > 10% ‒ HARDNESS HRC ≦ 25 ‒ HRC ≦ 22 Vc 80 M/min 140 M/min 120 M/min FEED FEED FEED DIAMETER R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) 5MM 5,100 410 8,920 1,430 7,640 960 6MM 4,250 340 7,430 1,190 6,370 800 8MM 3,190 260 5,570 890 4,780 600 10MM 2,550 200 4,460 710 3,820 480 12MM 2,120 170 3,720 600 3,190 400 16MM 1,590 130 2,790 450 2,390 300 Remarks ※ Uncoated Drills Reduce 30% RPM & FEED Form Coating One. The FEED & RPM may be changed depending on the M/C Conditions, Lubricating & Cooling systems. C31