Общий каталог Winstar 2015 - 2016 - страница 201
Навигация
 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020 Каталог Winstar фрезерование
Каталог Winstar фрезерование Каталог Winstar сверление
Каталог Winstar сверление Брошюра Winstar основная номенклатура 2021
Брошюра Winstar основная номенклатура 2021 Основной каталог Winstar 2021
Основной каталог Winstar 2021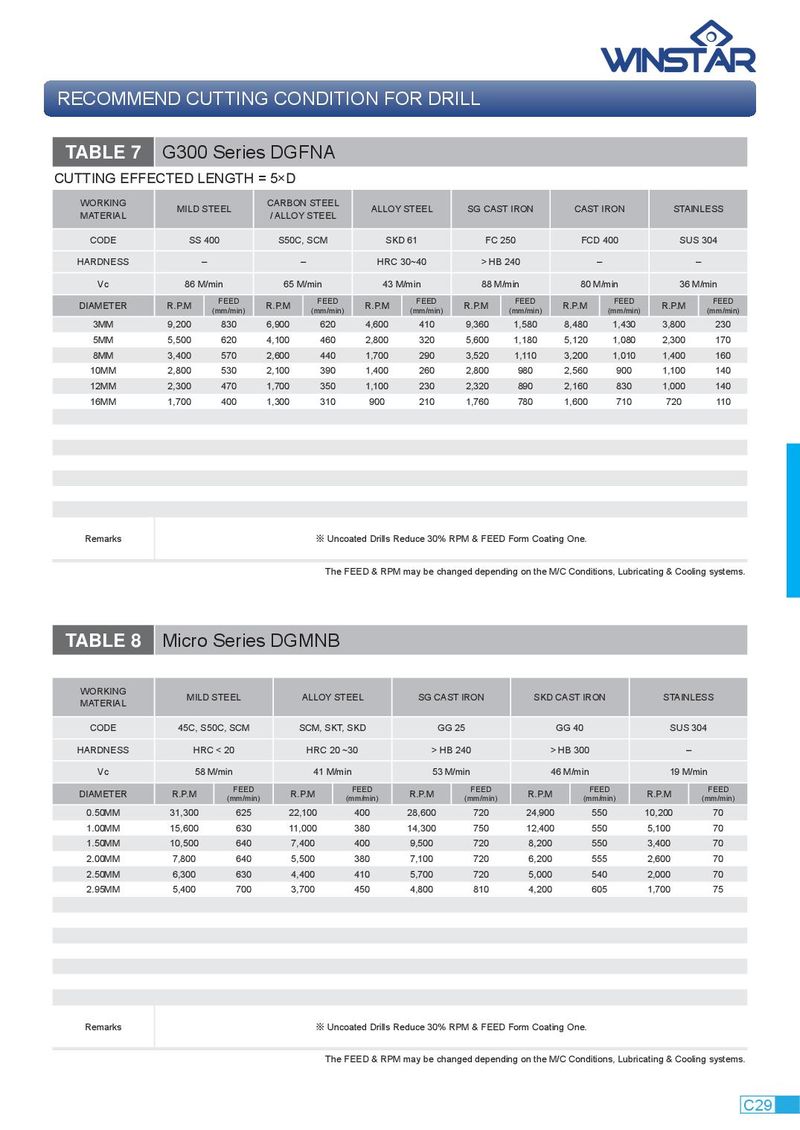
RECOMMEND CUTTING CONDITION FOR DRILL TABLE 7 G300 Series DGFNA CUTTING EFFECTED LENGTH = 5×D WORKING CARBON STEEL MILD STEEL ALLOY STEEL SG CAST IRON CAST IRON STAINLESS MATERIAL / ALLOY STEEL CODE SS 400 S50C, SCM SKD 61 FC 250 FCD 400 SUS 304 HARDNESS ‒ ‒ HRC 30~40 > HB 240 ‒ ‒ Vc 86 M/min 65 M/min 43 M/min 88 M/min 80 M/min 36 M/min FEED FEED FEED FEED FEED FEED DIAMETER R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) 3MM 9,200 830 6,900 620 4,600 410 9,360 1,580 8,480 1,430 3,800 230 5MM 5,500 620 4,100 460 2,800 320 5,600 1,180 5,120 1,080 2,300 170 8MM 3,400 570 2,600 440 1,700 290 3,520 1,110 3,200 1,010 1,400 160 10MM 2,800 530 2,100 390 1,400 260 2,800 980 2,560 900 1,100 140 12MM 2,300 470 1,700 350 1,100 230 2,320 890 2,160 830 1,000 140 16MM 1,700 400 1,300 310 900 210 1,760 780 1,600 710 720 110 Remarks ※ Uncoated Drills Reduce 30% RPM & FEED Form Coating One. The FEED & RPM may be changed depending on the M/C Conditions, Lubricating & Cooling systems. TABLE 8 Micro Series DGMNB WORKING MILD STEEL ALLOY STEEL SG CAST IRON SKD CAST IRON STAINLESS MATERIAL CODE 45C, S50C, SCM SCM, SKT, SKD GG 25 GG 40 SUS 304 HARDNESS HRC < 20 HRC 20 ~30 > HB 240 > HB 300 ‒ Vc 58 M/min 41 M/min 53 M/min 46 M/min 19 M/min FEED FEED FEED FEED FEED DIAMETER R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) R.P.M (mm/min) 0.50MM 31,300 625 22,100 400 28,600 720 24,900 550 10,200 70 1.00MM 15,600 630 11,000 380 14,300 750 12,400 550 5,100 70 1.50MM 10,500 640 7,400 400 9,500 720 8,200 550 3,400 70 2.00MM 7,800 640 5,500 380 7,100 720 6,200 555 2,600 70 2.50MM 6,300 630 4,400 410 5,700 720 5,000 540 2,000 70 2.95MM 5,400 700 3,700 450 4,800 810 4,200 605 1,700 75 Remarks ※ Uncoated Drills Reduce 30% RPM & FEED Form Coating One. The FEED & RPM may be changed depending on the M/C Conditions, Lubricating & Cooling systems. C29