Общий каталог Walter 2017 - страница 433
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022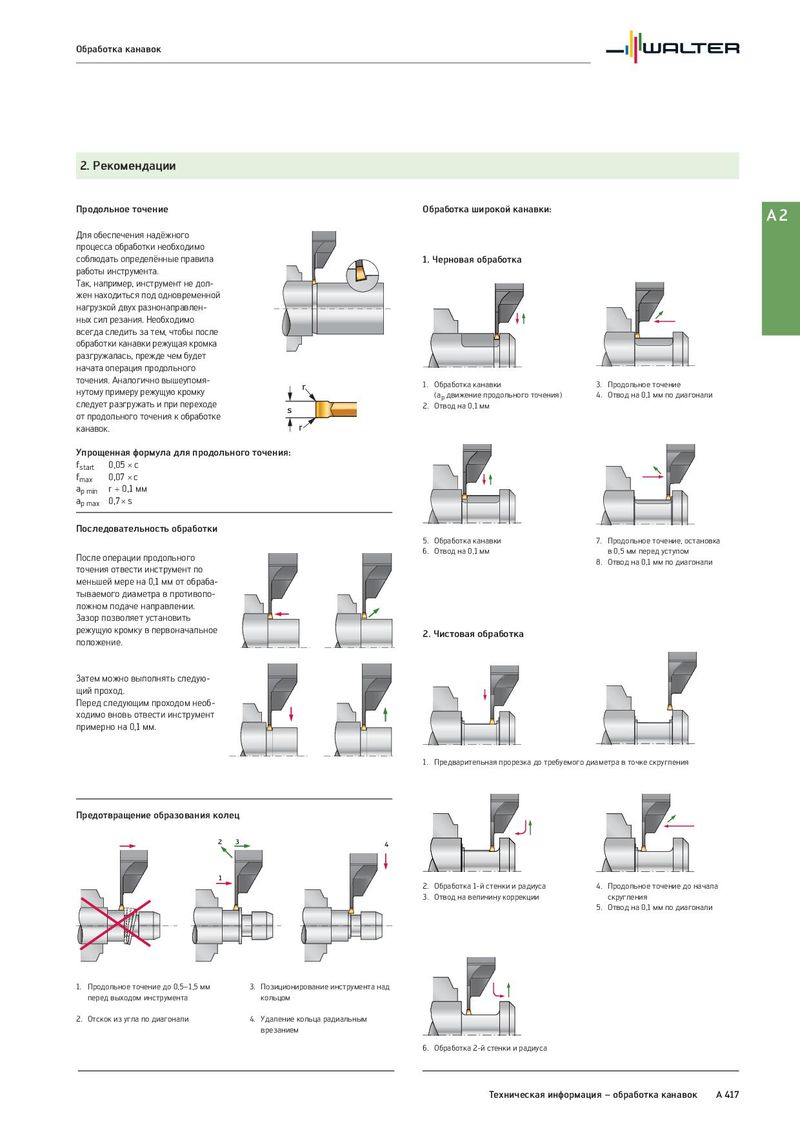
Обработка канавок 2. Рекомендации Продольное точение Обработка широкой канавки: A2 Для обеспечения надёжного процесса обработки необходимо соблюдать определённые правила 1. Черновая обработка работы инструмента. Так, например, инструмент не дол- жен находиться под одновременной нагрузкой двух разнонаправлен- ных сил резания. Необходимо всегда следить за тем, чтобы после обработки канавки режущая кромка разгружалась, прежде чем будет начата операция продольного точения. Аналогично вышеупомя- r 1. Обработка канавки 3. Продольное точение нутому примеру режущую кромку (ap движение продольного точения) 4. Отвод на 0,1 мм по диагонали следует разгружать и при переходе s 2. Отвод на 0,1 мм от продольного точения к обработке канавок. r Упрощенная формула для продольного точения: fstart 0,05 × с fmax 0,07 × с ap min r + 0,1 мм ap max 0,7 × s Последовательность обработки 5. Обработка канавки 7. Продольное точение, остановка После операции продольного 6. Отвод на 0,1 мм в 0,5 мм перед уступом 8. Отвод на 0,1 мм по диагонали точения отвести инструмент по меньшей мере на 0,1 мм от обраба- тываемого диаметра в противопо- ложном подаче направлении. Зазор позволяет установить режущую кромку в первоначальное 2. Чистовая обработка положение. Затем можно выполнять следую- щий проход. Перед следующим проходом необ- ходимо вновь отвести инструмент примерно на 0,1 мм. 1. Предварительная прорезка до требуемого диаметра в точке скругления Предотвращение образования колец 2 3 4 1 2. Обработка 1-й стенки и радиуса 4. Продольное точение до начала 3. Отвод на величину коррекции скругления 5. Отвод на 0,1 мм по диагонали 1. Продольное точение до 0,5–1,5 мм 3. Позиционирование инструмента над перед выходом инструмента кольцом 2. Отскок из угла по диагонали 4. Удаление кольца радиальным врезанием 6. Обработка 2-й стенки и радиуса Техническая информация – обработка канавок A 417