Общий каталог Walter 2017 - страница 432
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022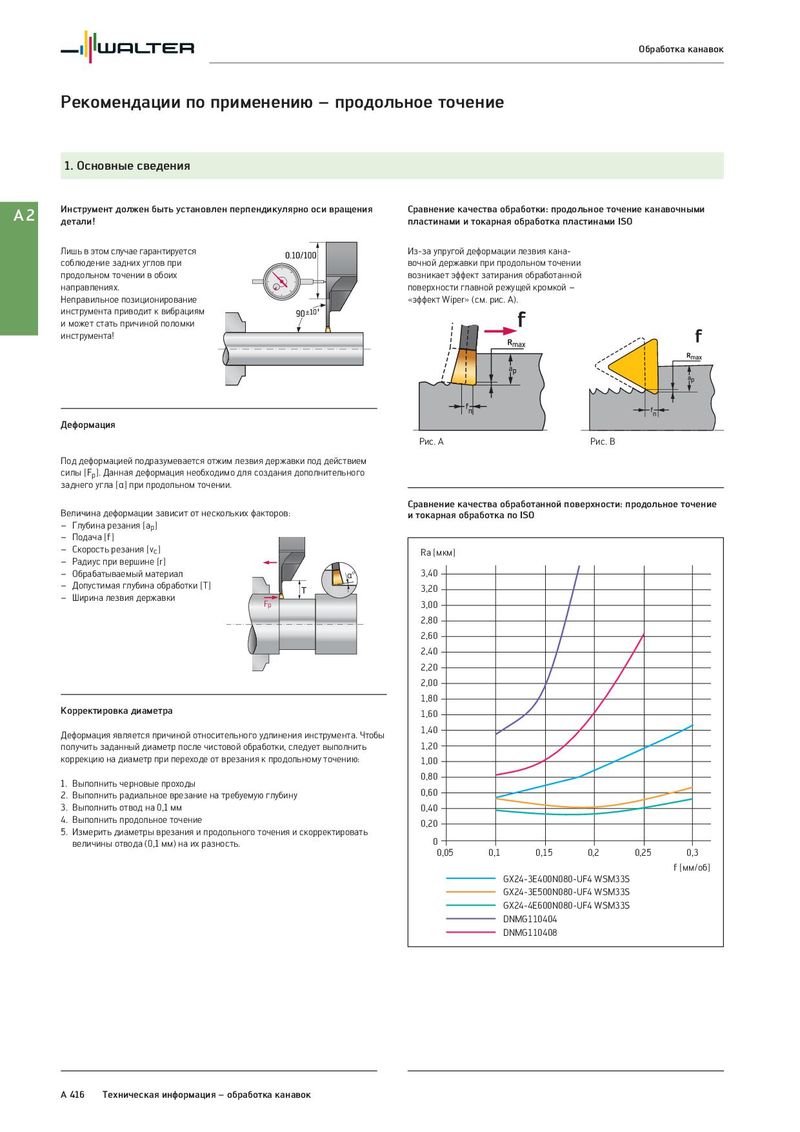
Обработка канавок Рекомендации по применению – продольное точение 1. Основные сведения A2 Инструмент должен быть установлен перпендикулярно оси вращения Сравнение качества обработки: продольное точение канавочными детали! пластинами и токарная обработка пластинами ISO Лишь в этом случае гарантируется Из-за упругой деформации лезвия кана- соблюдение задних углов при вочной державки при продольном точении продольном точении в обоих возникает эффект затирания обработанной направлениях. поверхности главной режущей кромкой – Неправильное позиционирование «эффект Wiper» (см. рис. A). инструмента приводит к вибрациям и может стать причиной поломки инструмента! Деформация Рис. A Рис. B Под деформацией подразумевается отжим лезвия державки под действием силы [Fp]. Данная деформация необходимо для создания дополнительного заднего угла [α] при продольном точении. Сравнение качества обработанной поверхности: продольное точение Величина деформации зависит от нескольких факторов: и токарная обработка по ISO – Глубина резания [ap] – Подача [f] – Скорость резания [vc] Ra [мкм] – Радиус при вершине [r] – Обрабатываемый материал α° 3,40 – Допустимая глубина обработки [T] 3,20 – Ширина лезвия державки Fp 3,00 2,80 2,60 2,40 2,20 2,00 1,80 Корректировка диаметра 1,60 Деформация является причиной относительного удлинения инструмента. Чтобы 1,40 получить заданный диаметр после чистовой обработки, следует выполнить 1,20 коррекцию на диаметр при переходе от врезания к продольному точению: 1,00 1. Выполнить черновые проходы 0,80 2. Выполнить радиальное врезание на требуемую глубину 0,60 3. Выполнить отвод на 0,1 мм 0,40 4. Выполнить продольное точение 0,20 5. Измерить диаметры врезания и продольного точения и скорректировать величины отвода (0,1 мм) на их разность. 0 0,05 0,1 0,15 0,2 0,25 0,3 f [мм/об] GX24-3E400N080-UF4 WSM33S GX24-3E500N080-UF4 WSM33S GX24-4E600N080-UF4 WSM33S DNMG110404 DNMG110408 A 416 Техническая информация – обработка канавок