Общий каталог Walter 2017 - страница 416
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022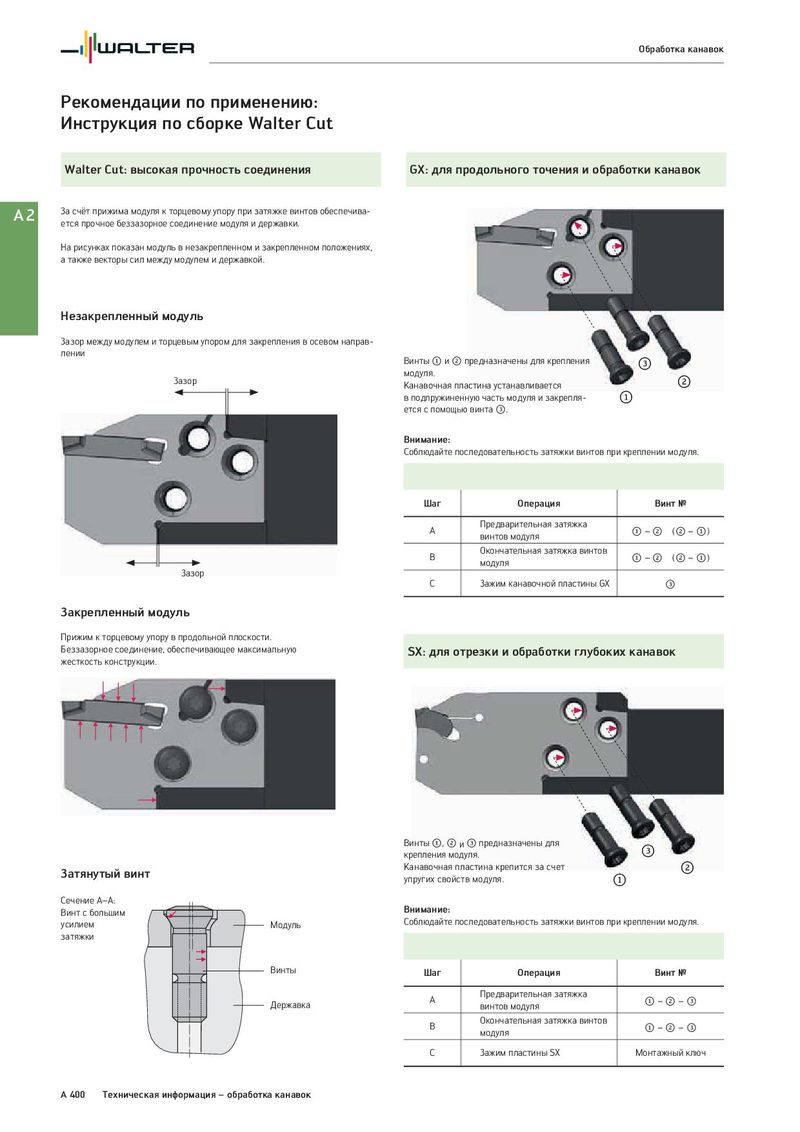
Обработка канавок Рекомендации по применению: Инструкция по сборке Walter Cut Walter Cut: высокая прочность соединения GX: для продольного точения и обработки канавок A2 За счёт прижима модуля к торцевому упору при затяжке винтов обеспечива- ется прочное беззазорное соединение модуля и державки. На рисунках показан модуль в незакрепленном и закрепленном положениях, а также векторы сил между модулем и державкой. Незакрепленный модуль Зазор между модулем и торцевым упором для закрепления в осевом направ- лении Винты x и y предназначены для крепления z Зазор модуля. y Канавочная пластина устанавливается в подпружиненную часть модуля и закрепля- x ется с помощью винта z. Внимание: Соблюдайте последовательность затяжки винтов при креплении модуля. Шаг Операция Винт № A Предварительная затяжка x–y (y – x) винтов модуля B Окончательная затяжка винтов x–y (y – x) модуля Зазор C Зажим канавочной пластины GX z Закрепленный модуль Прижим к торцевому упору в продольной плоскости. Беззазорное соединение, обеспечивающее максимальную SX: для отрезки и обработки глубоких канавок жесткость конструкции. Винты x, y и z предназначены для z крепления модуля. Затянутый винт Канавочная пластина крепится за счет y упругих свойств модуля. x Сечение A–A: Винт с большим Внимание: усилием Модуль Соблюдайте последовательность затяжки винтов при креплении модуля. затяжки Винты Шаг Операция Винт № A Предварительная затяжка x–y–z Державка винтов модуля B Окончательная затяжка винтов x–y–z модуля C Зажим пластины SX Монтажный ключ A 400 Техническая информация – обработка канавок