Общий каталог Walter 2017 - страница 297
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022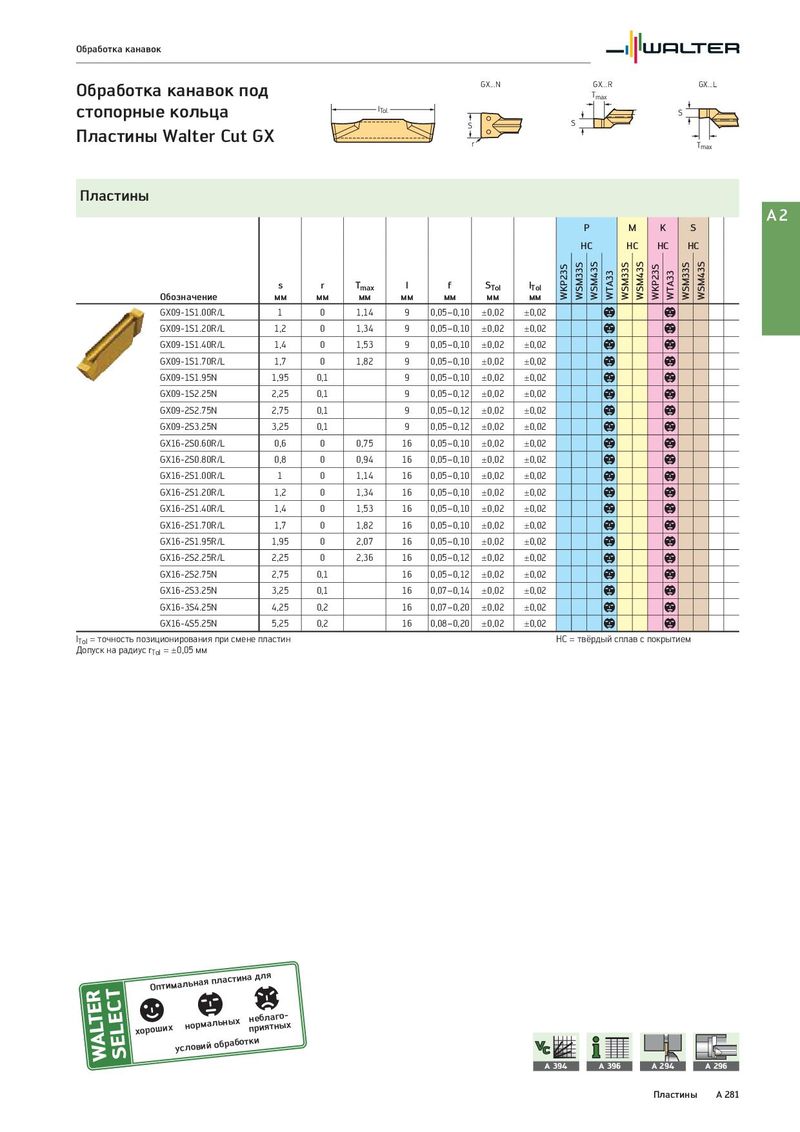
Обработка канавок Обработка канавок под GX...N GX...R GX...L Tmax стопорные кольца lTol. S S S Пластины Walter Cut GX r Tmax Пластины A2 P M K S HC HC HC HC s r Tmax l f STol lTol WKP23S WSM33S WSM43S WTA33 WSM33S WSM43S WKP23S WTA33 WSM33S WSM43S Обозначение мм мм мм мм мм мм мм GX09-1S1.00R/L 1 0 1,14 9 0,05–0,10 ±0,02 ±0,02 b b GX09-1S1.20R/L 1,2 0 1,34 9 0,05–0,10 ±0,02 ±0,02 b b GX09-1S1.40R/L 1,4 0 1,53 9 0,05–0,10 ±0,02 ±0,02 b b GX09-1S1.70R/L 1,7 0 1,82 9 0,05–0,10 ±0,02 ±0,02 b b GX09-1S1.95N 1,95 0,1 9 0,05–0,10 ±0,02 ±0,02 b b GX09-1S2.25N 2,25 0,1 9 0,05–0,12 ±0,02 ±0,02 b b GX09-2S2.75N 2,75 0,1 9 0,05–0,12 ±0,02 ±0,02 b b GX09-2S3.25N 3,25 0,1 9 0,05–0,12 ±0,02 ±0,02 b b GX16-2S0.60R/L 0,6 0 0,75 16 0,05–0,10 ±0,02 ±0,02 b b GX16-2S0.80R/L 0,8 0 0,94 16 0,05–0,10 ±0,02 ±0,02 b b GX16-2S1.00R/L 1 0 1,14 16 0,05–0,10 ±0,02 ±0,02 b b GX16-2S1.20R/L 1,2 0 1,34 16 0,05–0,10 ±0,02 ±0,02 b b GX16-2S1.40R/L 1,4 0 1,53 16 0,05–0,10 ±0,02 ±0,02 b b GX16-2S1.70R/L 1,7 0 1,82 16 0,05–0,10 ±0,02 ±0,02 b b GX16-2S1.95R/L 1,95 0 2,07 16 0,05–0,10 ±0,02 ±0,02 b b GX16-2S2.25R/L 2,25 0 2,36 16 0,05–0,12 ±0,02 ±0,02 b b GX16-2S2.75N 2,75 0,1 16 0,05–0,12 ±0,02 ±0,02 b b GX16-2S3.25N 3,25 0,1 16 0,07–0,14 ±0,02 ±0,02 b b GX16-3S4.25N 4,25 0,2 16 0,07–0,20 ±0,02 ±0,02 b b GX16-4S5.25N 5,25 0,2 16 0,08–0,20 ±0,02 ±0,02 b b lTol = точность позиционирования при смене пластин HC = твёрдый сплав с покрытием Допуск на радиус rTol = ±0,05 мм Оптимальная пластина для хороших нормальных пнреиблятангыо-х условий обработки A 394 A 396 A 294 A 296 Пластины A 281