Общий каталог Walter 2017 - страница 2336
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022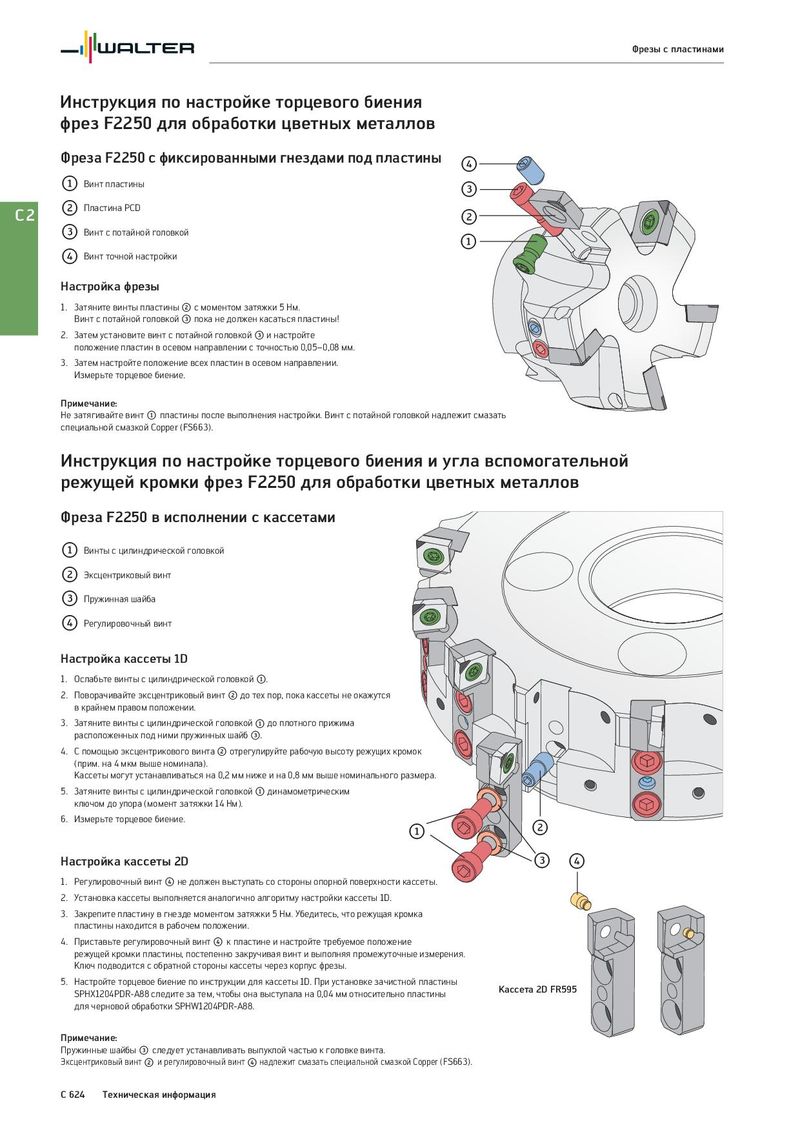
Фрезы с пластинами Инструкция по настройке торцевого биения фрез F2250 для обработки цветных металлов Фреза F2250 с фиксированными гнездами под пластины { x Винт пластины z C2 y Пластина PCD y z Винт с потайной головкой x { Винт точной настройки Настройка фрезы 1. Затяните винты пластины y с моментом затяжки 5 Нм. Винт с потайной головкой z пока не должен касаться пластины! 2. Затем установите винт с потайной головкой z и настройте положение пластин в осевом направлении с точностью 0,05–0,08 мм. 3. Затем настройте положение всех пластин в осевом направлении. Измерьте торцевое биение. Примечание: Не затягивайте винт x пластины после выполнения настройки. Винт с потайной головкой надлежит смазать специальной смазкой Copper (FS663). Инструкция по настройке торцевого биения и угла вспомогательной режущей кромки фрез F2250 для обработки цветных металлов Фреза F2250 в исполнении с кассетами x Винты с цилиндрической головкой y Эксцентриковый винт z Пружинная шайба { Регулировочный винт Настройка кассеты 1D 1. Ослабьте винты с цилиндрической головкой x. 2. Поворачивайте эксцентриковый винт y до тех пор, пока кассеты не окажутся в крайнем правом положении. 3. Затяните винты с цилиндрической головкой x до плотного прижима расположенных под ними пружинных шайб z. 4. С помощью эксцентрикового винта y отрегулируйте рабочую высоту режущих кромок (прим. на 4 мкм выше номинала). Кассеты могут устанавливаться на 0,2 мм ниже и на 0,8 мм выше номинального размера. 5. Затяните винты с цилиндрической головкой x динамометрическим ключом до упора (момент затяжки 14 Нм). 6. Измерьте торцевое биение. x y Настройка кассеты 2D z { 1. Регулировочный винт { не должен выступать со стороны опорной поверхности кассеты. 2. Установка кассеты выполняется аналогично алгоритму настройки кассеты 1D. 3. Закрепите пластину в гнезде моментом затяжки 5 Нм. Убедитесь, что режущая кромка пластины находится в рабочем положении. 4. Приставьте регулировочный винт { к пластине и настройте требуемое положение режущей кромки пластины, постепенно закручивая винт и выполняя промежуточные измерения. Ключ подводится с обратной стороны кассеты через корпус фрезы. 5. Настройте торцевое биение по инструкции для кассеты 1D. При установке зачистной пластины Кассета 2D FR595 SPHX1204PDR-A88 следите за тем, чтобы она выступала на 0,04 мм относительно пластины для черновой обработки SPHW1204PDR-A88. Примечание: Пружинные шайбы z следует устанавливать выпуклой частью к головке винта. Эксцентриковый винт y и регулировочный винт { надлежит смазать специальной смазкой Copper (FS663). C 624 Техническая информация