Общий каталог Walter 2017 - страница 228
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022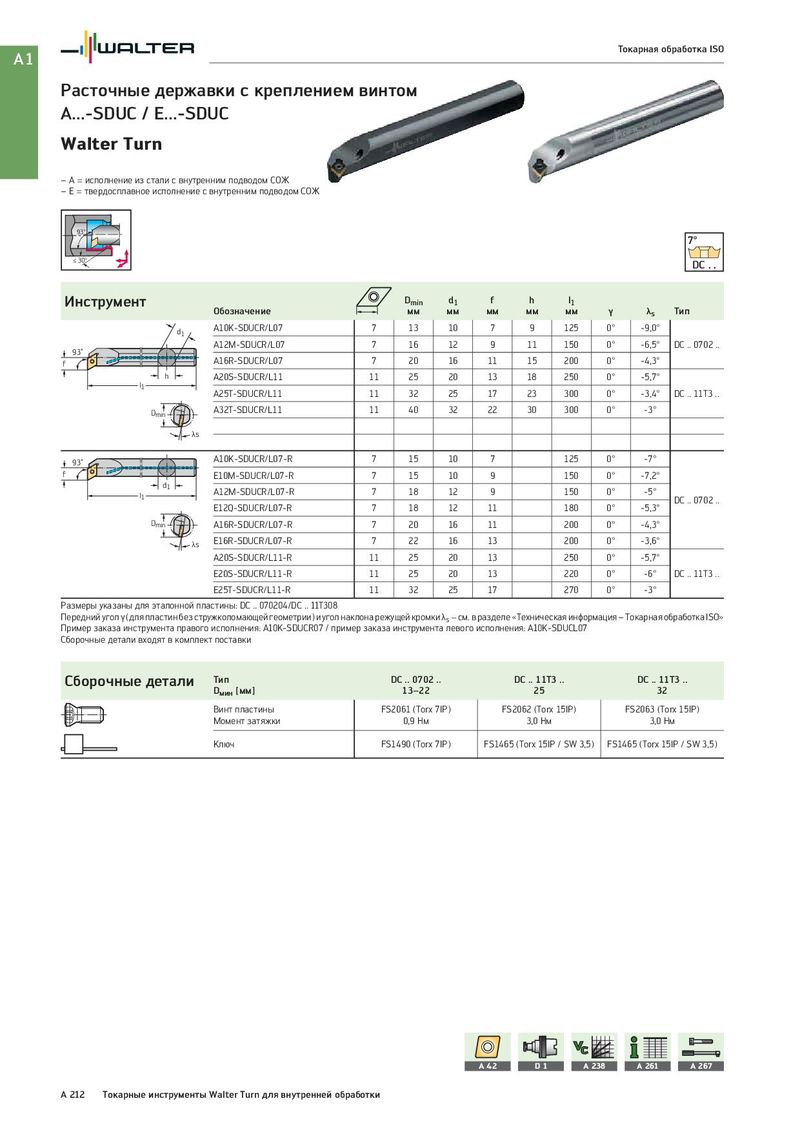
A1 Токарная обработка ISO Расточные державки с креплением винтом A...-SDUC / E...-SDUC Walter Turn – A = исполнение из стали с внутренним подводом СОЖ – E = твердосплавное исполнение с внутренним подводом СОЖ 93° 7° ≤ 30° DC . . Инструмент Dmin d1 f h l1 Обозначение мм мм мм мм мм γ λs Тип d1 A10K-SDUCR/L07 7 13 10 7 9 125 0° -9,0° A12M-SDUCR/L07 7 16 12 9 11 150 0° -6,5° DC .. 0702 .. 93˚ f A16R-SDUCR/L07 7 20 16 11 15 200 0° -4,3° h A20S-SDUCR/L11 11 25 20 13 18 250 0° -5,7° l1 A25T-SDUCR/L11 11 32 25 17 23 300 0° -3,4° DC .. 11T3 .. Dmin A32T-SDUCR/L11 11 40 32 22 30 300 0° -3° λs 93˚ A10K-SDUCR/L07-R 7 15 10 7 125 0° -7° f E10M-SDUCR/L07-R 7 15 10 9 150 0° -7,2° d1 A12M-SDUCR/L07-R 7 18 12 9 150 0° -5° l1 DC .. 0702 .. E12Q-SDUCR/L07-R 7 18 12 11 180 0° -5,3° Dmin A16R-SDUCR/L07-R 7 20 16 11 200 0° -4,3° λs E16R-SDUCR/L07-R 7 22 16 13 200 0° -3,6° A20S-SDUCR/L11-R 11 25 20 13 250 0° -5,7° E20S-SDUCR/L11-R 11 25 20 13 220 0° -6° DC .. 11T3 .. E25T-SDUCR/L11-R 11 32 25 17 270 0° -3° Размеры указаны для эталонной пластины: DC .. 070204/DC .. 11T308 Передний угол γ (для пластин без стружколомающей геометрии) и угол наклона режущей кромки λs − см. в разделе «Техническая информация – Токарная обработка ISO» Пример заказа инструмента правого исполнения: A10K-SDUCR07 / пример заказа инструмента левого исполнения: A10K-SDUCL07 Сборочные детали входят в комплект поставки Сборочные детали Тип DC .. 0702 .. DC .. 11T3 .. DC .. 11T3 .. Dмин [мм] 13–22 25 32 Винт пластины FS2061 (Torx 7IP) FS2062 (Torx 15IP) FS2063 (Torx 15IP) Момент затяжки 0,9 Нм 3,0 Нм 3,0 Нм Ключ FS1490 (Torx 7IP) FS1465 (Torx 15IP / SW 3,5) FS1465 (Torx 15IP / SW 3,5) A 42 D1 A 238 A 261 A 267 A 212 Токарные инструменты Walter Turn для внутренней обработки