Каталог Tungaloy инструмент для автоматов швейцарского типа - страница 297
Навигация
 Общий каталог Tungaloy 2020 - 2021
Общий каталог Tungaloy 2020 - 2021 Каталог Tungaloy глубокое сверление 2
Каталог Tungaloy глубокое сверление 2 Каталог Tungaloy зубофрезерование
Каталог Tungaloy зубофрезерование Брошюра Tungaloy новая продукция
Брошюра Tungaloy новая продукция Каталог Tungaloy глубокое сверление 1
Каталог Tungaloy глубокое сверление 1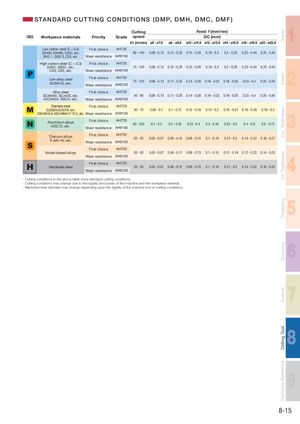
S TA N DA R D C U T TI N G C O N D ITI O N S ( D M P, D M H , D M C, D M F ) Cutting Feed: f (mm/rev) 1 Grade ISO Workpiece materials Priority Grade speed DC (mm) Vc (m/min) ø6 - ø7.9 ø8 - ø9.9 ø10 - ø11.9 ø12 - ø13.9 ø14 - ø15.9 ø16 - ø19.9 ø20 - ø22.9 Low carbon steel (C < 0.3) First choice AH725 SS400, SM490, S25C, etc. 80 - 140 0.09 - 0.13 0.12 - 0.25 0.15 - 0.28 0.18 - 0.3 0.2 - 0.35 0.25 - 0.45 0.25 - 0.45 St42-1, St52-3, C25, etc. Wear resistance AH9130 High carbon steel (C > 0.3) First choice AH725 S45C, S55C, etc. 70 - 120 0.09 - 0.13 0.12 - 0.25 0.15 - 0.28 0.18 - 0.3 0.2 - 0.35 0.25 - 0.45 0.25 - 0.45 2 C45, C55, etc. Wear resistance AH9130 Insert First choice AH725 Low alloy steel 70 - 120 0.08 - 0.13 0.11 - 0.25 0.14 - 0.28 0.16 - 0.32 0.18 - 0.35 0.23 - 0.4 0.25 - 0.45 SCM415, etc. Wear resistance AH9130 Alloy steel First choice AH725 SCM440, SCr420, etc. 40 - 90 0.08 - 0.13 0.11 - 0.25 0.14 - 0.28 0.16 - 0.32 0.18 - 0.35 0.23 - 0.4 0.25 - 0.45 42CrMo4, 20Cr4, etc. Wear resistance AH9130 Stainless steel First choice AH725 Ext. Toolholder SUS304,SUS316, etc. 30 - 70 0.08 - 0.1 0.1 - 0.15 0.12 - 0.18 0.14 - 0.2 0.16 - 0.24 0.16 - 0.26 0.18 - 0.3 3 X5CrNi18-9, X5CrNiMo17-12-2, etc. Wear resistance AH9130 First choice AH725 Aluminium alloys 80 - 220 0.1 - 0.2 0.2 - 0.35 0.25 - 0.4 0.3 - 0.45 0.35 - 0.5 0.4 - 0.6 0.5 - 0.75 ADC12, etc. Wear resistance AH9130 First choice AH725 Titanium alloys 20 - 50 0.05 - 0.07 0.06 - 0.12 0.08 - 0.15 0.1 - 0.18 0.12 - 0.2 0.14 - 0.22 0.18 - 0.27 Ti-6Al-4V, etc. Wear resistance AH9130 First choice AH725 Nickel-based alloys 20 - 50 0.05 - 0.07 0.06 - 0.11 0.08 - 0.13 0.1 - 0.15 0.12 - 0.18 0.12 - 0.22 0.14 - 0.25 Int. Toolholder 4 Wear resistance AH9130 First choice AH725 Hardened steel 20 - 50 0.05 - 0.07 0.06 - 0.12 0.08 - 0.15 0.1 - 0.18 0.12 - 0.2 0.14 - 0.22 0.16 - 0.25 Wear resistance AH9130 - Cutting conditions in the above table show standard cutting conditions. - Cutting conditions may change due to the rigidity and power of the machine and the workpiece material. - Machined hole diameter may change depending upon the rigidity of the machine tool or cutting conditions. 5 Threading 6 Grooving 7 Endmill 8 Drilling Tool Technical Reference 9 8-15