Брошюра Tungaloy новая продукция - страница 131
Навигация
 Каталог Tungaloy глубокое сверление 2
Каталог Tungaloy глубокое сверление 2 Каталог Tungaloy глубокое сверление 1
Каталог Tungaloy глубокое сверление 1 Каталог Tungaloy зубофрезерование
Каталог Tungaloy зубофрезерование Общий каталог Tungaloy 2020 - 2021
Общий каталог Tungaloy 2020 - 2021 Каталог Tungaloy инструмент для автоматов швейцарского типа
Каталог Tungaloy инструмент для автоматов швейцарского типа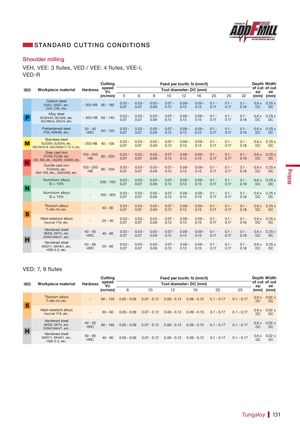
STA NDA RD CUT TING CONDITIONS Shoulder milling VEH, VEE: 3 flutes, VED / VEE: 4 flutes, VEE-I, VED-R Cutting Feed per tooth: fz (mm/t) Depth Width Hardness speed of cut of cut ISO Workpiece material Tool diameter: DC (mm) Vc ap ae (m/min) 5 6 8 10 12 16 20 25 32 (mm) (mm) Carbon steel 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x S45C, S55C, etc. - 300 HB 80 - 180 C45, C55, etc. 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Alloy steel 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x SCM440, SCr420, etc. - 300 HB 60 - 140 42CrMo4, 20Cr4, etc. 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Prehardened steel 30 - 40 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x PX5, NAK80, etc. 60 - 120 HRC 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Stainless steel 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x SUS304, SUS316, etc. - 200 HB 40 - 100 X5CrNi18-9, X5CrNiMo17-12-2, etc. 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Grey cast iron 150 - 250 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x FC250, FC300, etc. 80 - 200 250, 300, etc., GG250, GG300, etc. HB 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Ductile cast iron 150 - 250 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x FCD450, etc. 80 - 200 Milling 450-10S, etc., GGG450, etc. HB 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Aluminium alloys 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x Si < 13% - 200 - 700 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Aluminium alloys 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x Si ≥ 13% - 100 - 300 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Titanium alloys 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x Ti-6Al-4V, etc. - 40 - 80 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Heat-resistant alloys 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x Inconel 718, etc. - 20 - 40 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Hardened steel 40 - 50 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x SKD6, SKT4, etc. 40 - 80 55NiCrMoV7, etc. HRC 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC Hardened steel 50 - 60 0.03 - 0.03 - 0.05 - 0.07 - 0.08 - 0.09 - 0.1 - 0.1 - 0.1 - 0.6 x 0.25 x SKD11, SKH51, etc. 20 - 60 HS6-5-2, etc. HRC 0.07 0.07 0.09 0.12 0.13 0.15 0.17 0.17 0.18 DC DC VED: 7, 9 flutes Cutting Feed per tooth: fz (mm/t) Depth Width Hardness speed of cut of cut ISO Workpiece material Tool diameter: DC (mm) Vc ap ae (m/min) 8 10 12 16 20 25 (mm) (mm) Titanium alloys 0.6 x 0.02 x Ti-6Al-4V, etc. - 60 - 120 0.05 - 0.09 0.07 - 0.12 0.08 - 0.13 0.09 - 0.15 0.1 - 0.17 0.1 - 0.17 DC DC Heat-resistant alloys 0.6 x 0.02 x Inconel 718, etc. - 30 - 60 0.05 - 0.09 0.07 - 0.12 0.08 - 0.13 0.09 - 0.15 0.1 - 0.17 0.1 - 0.17 DC DC Hardened steel 40 - 50 0.6 x 0.02 x SKD6, SKT4, etc. 80 - 160 0.05 - 0.09 0.07 - 0.12 0.08 - 0.13 0.09 - 0.15 0.1 - 0.17 0.1 - 0.17 55NiCrMoV7, etc. HRC DC DC Hardened steel 50 - 60 0.6 x 0.02 x SKD11, SKH51, etc. 40 - 90 0.05 - 0.09 0.07 - 0.12 0.08 - 0.13 0.09 - 0.15 0.1 - 0.17 0.1 - 0.17 HS6-5-2, etc. HRC DC DC Tungaloy 131