Брошюра Tungaloy новая продукция - страница 107
Навигация
 Каталог Tungaloy глубокое сверление 2
Каталог Tungaloy глубокое сверление 2 Каталог Tungaloy глубокое сверление 1
Каталог Tungaloy глубокое сверление 1 Каталог Tungaloy зубофрезерование
Каталог Tungaloy зубофрезерование Общий каталог Tungaloy 2020 - 2021
Общий каталог Tungaloy 2020 - 2021 Каталог Tungaloy инструмент для автоматов швейцарского типа
Каталог Tungaloy инструмент для автоматов швейцарского типа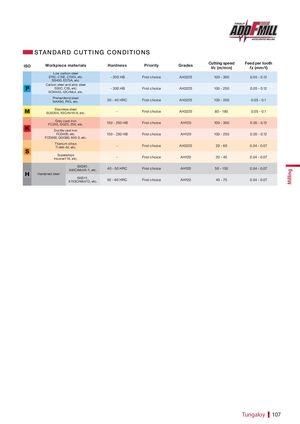
Milling S TA N D A R D CUTTING CONDITIONS ISO Workpiece materials Hardness Priority Grades Cutting speed Feed per toothVc (m/min)fz (mm/t) Low carbon steel S15C, C15E, C15E4, etc. - 200 HB First choice AH3225 100 - 300 0.05 - 0.12 SS400, E275A, etc. Carbon steel and alloy steel S55C, C55, etc. - 300 HB First choice AH3225 100 - 250 0.05 - 0.12 SCM440, 42CrMo4, etc. Prehardend steelNAK80, PX5, etc. 30 - 40 HRC First choice AH3225 100 - 200 0.05 - 0.1 Stainless steelSUS304, X5CrNi18-9, etc. - First choice AH3225 80 - 180 0.05 - 0.1 Grey cast ironFC250, GG25, 250, etc.150 - 250 HB First choice AH120 100 - 300 0.05 - 0.12 Ductile cast iron FCD400, etc. 150 - 250 HB First choice AH120 100 - 250 0.05 - 0.12 FCD600, GGG60, 600-3, etc. Titanium alloysTi-6AI-4V, etc. - First choice AH3225 20 - 60 0.04 - 0.07 SuperalloysInconel718, etc. - First choice AH120 20 - 40 0.04 - 0.07 SKD61,X40CrMoV5-1, etc.40 - 50 HRC First choice AH120 50 - 150 0.04 - 0.07 Hardened steel SKD11,X153CrMoV12, etc.50 - 60 HRC First choice AH120 40 - 70 0.04 - 0.07 Tungaloy 107