Каталог TooTool техническая информация 2 - страница 164
Навигация
 Каталог TooTool техническая информация 1
Каталог TooTool техническая информация 1 Общий каталог TooTool
Общий каталог TooTool Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы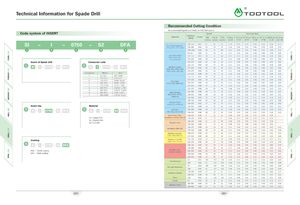
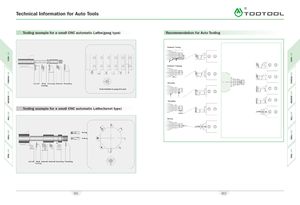
Technical Information for Spade Drill A\ Recommended Cutting Condition Recommended Speed and Feeds for HSS Drill Inserts Code system of INSERT Speed Feed (mm/rev) Material Hardness(BHN) Grade TiN TiALN TiCN 9.50 to 13.00 to 17.60 to 24.50 to 35.10 to 48.00 to 65.30 to m/min m/min m/min 12.50 17.50 24.40 35.00 47.90 65.28 114.48 100-150 M42 61 85 79 0.18 0.25 0.33 0.41 0.51 0.58 0.71 Free Machining Steel 1118, 1215, 12L14, etc 150-200 M42 55 79 72 0.18 0.25 0.33 0.41 0.51 0.58 0.71 200+ 250 M42 49 73 64 0.15 0.25 0.33 0.41 0.51 0.58 0.71 85 - 125 M42 52 76 67 0.15 0.23 0.30 0.38 0.48 0.58 0.69 Low Carbon Steel 125-175 M42 49 73 64 0.15 0.23 0.30 0.38 0.48 0.58 0.69 1010, 1020, 1025, 1522, 1144, etc. 175-225 M42 46 69 59 0.13 0.20 0.25 0.36 0.48 0.53 0.61 Insert of Spade drill Connector code 225-275 M42 43 64 55 0.13 0.20 0.25 0.36 0.48 0.53 0.61 125-175 M42 49 73 64 0.15 0.23 0.30 0.38 0.48 0.58 0.69 0750 DFA Medium CarbonSteel 1030, 1040, 1050,175-225M42 46 69 59 0.13 0.20 0.25 0.36 0.46 0.53 0.61 1527, 1140, 1151, etc. 225-275 M42 43 64 55 0.13 0.20 0.25 0.36 0.46 0.53 0.61 Connector Metric Inch 275-325 M40 40 59 52 0.10 0.18 0.23 0.30 0.41 0.48 0.56 Y 9.5 -11.0 3/8"-27/64" 125-175 M42 46 64 59 0.15 0.20 0.25 0.36 0.43 0.48 0.56 Z 11.5-12.5 7/16"-l/2" 0 13.0-17.5 33/64"-11/16" 175-225 M42 43 59 55 0.13 0.20 0.25 0.36 0.43 0.48 0.56Alloy Steel 1 18.0-24.0 45/64"-15/16” 4140, 5140, 8640, etc. 225-275 M42 40 55 52 0.13 0.18 0.25 0.36 0.43 0.48 0.56 2 24.5 -35.00 31/32"-!3/8" 275-325 M40 37 52 47 0.10 0.15 0.23 0.30 0.38 0.43 0.51 3 36.0-47.0 113/32" -l7/8" 325-375 M40 34 47 44 0.08 0.15 0.23 0.30 0.38 0.43 0.51 4 48.0-65.0 129/32"-2 9/16" 5 66.0-89.0 2 5/8"-3 1/2" High Strength 225- 300 M40 24 34 30 0.13 0.18 0.23 0.25 0.36 0.43 0.51 7 90.0-114.0 3 17/32"-4 1/2" Alloy 4340, 4330V, 300-350 M40 18 26 24 0.10 0.18 0.23 0.25 0.36 0.43 0.51300M, etc.350-400M401521200.080.150.200.230.300.380.46 100-150 M42 43 61 55 0.15 0.25 0.30 0.36 0.46 0.53 0.66 Structural Steel Insert dia. Material A36, A516, A285, etc 150-250 M42 37 52 47 0.13 0.23 0.25 0.30 0.41 0.48 0.61250 - 350M403043400.100.200.230.250.360.430.51 0750 750 Tool Steel 150-200 M40 24 34 32 0.10 0.15 0.20 0.25 0.30 0.38 0.43H13, H12, A4, S3, etc200-250M401827260.100.150.200.250.300.380.43 High Temp, Alloy 140-220 M40 9 12 11 0.08 0.18 0.20 0.25 0.30 0.38 S2=Cobalt HSS Hastelloy B, Inconel 600, etc 220-310 M40 8 11 9 0.08 0.15 0.18 0.20 0.25 0.30 S6=Powder HSS 140-220 M40 11 11 14 0.08 0.18 0.20 0.25 0.30 0.38 G2=Carbide Titanium Alloy 220-310 M40 9 15 11 0.08 0.15 0.18 0.20 0.25 0.30 185-275 M40 23 32 29 0.15 0.20 0.23 0.25 0.36 0.41 0.51 Aerospace Alloy S82 275-350 M40 18 27 24 0.13 0.18 0.20 0.20 0.30 0.36 0.46 Stainless steel 400 185-275 M40 23 32 29 0.15 0.20 0.23 0.25 0.36 0.41 0.51 series, 416, 420, etc. 275-350 M40 18 27 24 0.13 0.18 0.20 0.20 0.30 0.36 0.46 Coating Stainless steel 300 135-185 M40 23 32 29 0.08 0.18 0.20 0.25 0.36 0.41 0.51series, 304, 316, etc.185-275M401827240.080.150.180.200.300.360.46 0750 DFA 120-150 M42 52 76 67 0.18 0.30 0.41 0.51 0.61 0.69 0.76 150-200 M42 46 69 59 0.15 0.28 0.36 0.46 0.56 0.64 0.71 DFA = TiALN coatingDFS = TiSiN coating Nodular, Grey,Ductile Cast Iron 200-220 M42 40 59 52 0.15 0.23 0.30 0.41 0.46 0.53 0.61220-260M403450440.130.180.230.300.360.430.51 260 - 320 M40 27 41 37 0.10 0.15 0.18 0.23 0.30 0.36 0.41 30 M42 183 259 229 0.20 0.33 0.41 0.51 0.56 0.64 0.64 Cast Aluminum 180 M42 91 137 122 0.20 0.33 0.41 0.46 0.56 0.64 0.64 30 M42 183 259 229 0.10 0.15 0.25 0.30 0.56 0.64 0.64 Wrought Aluminum 180 M42 91 137 122 0.20 0.33 0.41 0.46 0.56 0.64 0.64 100-200 M40 52 76 67 0.15 0.28 0.36 0.46 0.56 0.66 0.71 Aluminum Bronze 200-250 M40 40 58 52 0.13 0.18 0.23 0.30 0.36 0.43 0.51 Brass 100 M42 91 136 122 0.18 0.30 0.41 0.51 0.61 0.71 0.76 Copper 60 M40 40 50 46 0.05 0.08 0.15 0.20 0.30 0.36 0.41 300-400 M40 15 29 21 0.08 0.15 0.20 0.23 0.30 0.41 0.46 Hardness Steel 400 - 500 M40 11 14 12 0.05 0.13 0.18 0.20 0.25 0.30 0.41 683 684