Общий каталог Sumitomo 2019 - 2020 - страница 518
Навигация
 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019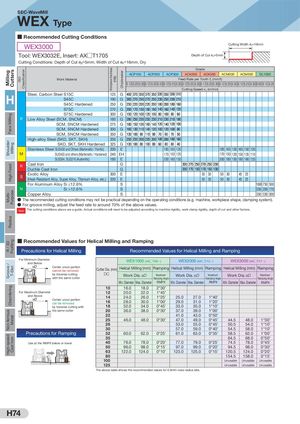
Milling CuttersFace MillingShoulde rMillingHigh FeedMulti-PurposeRadiusR / 3DProfilingGroove /T-SlotChamferingNon-ferrousMetalHigh-speedCast Iron ISO cationClassi RMPX Workpiece Hardness (HB) Chipbreaker SEC-WaveMill WEX Type ■ Recommended Cutting Conditions WEX3000 Cutting Width ae=16mm Tool: WEX3032E, Insert: AX□T1705 Depth of Cut ap=5mm Cutting Conditions: Depth of Cut ap=5mm, Width of Cut ae=16mm, Dry Grade ACP100 ACP200 ACP300 ACK200 ACK300 ACM200 ACM300 DL1000 Work Material Feed Rate per Tooth fz (mm/t) 0.12 0.25 0.35 0.12 0.25 0.35 0.12 0.25 0.35 0.12 0.25 0.35 0.12 0.25 0.35 0.12 0.25 0.35 0.12 0.25 0.35 0.05 0.15 0.25 Cutting Speed vc (m/min) Steel, Carbon Steel S15C 125 G 400 370 350 370 350 330 350 330 310 H S45C 190 G 300 270 250 270 250 230 250 230 210S45C Hardened250G250 220 200 220 200 180 200 180 160 S75C 270 G 200 170 150 180 160 140 160 140 120 S75C Hardened 300 G 150 120 100 120 100 80 100 80 60 P Low Alloy Steel (SCM, SNCM) 180 G 280 250 230 250 230 210 230 210 190 SCM, SNCM Hardened 275 G 180 150 130 160 140 120 140 120 100 SCM, SNCM Hardened 300 G 160 130 110 140 120 100 120 100 80 SCM, SNCM Hardened 350 G 130 100 80 110 90 70 90 70 50 High-alloy Steel (SKD, SKT, SKH) 200 G 250 220 200 220 200 180 200 180 160 SKD, SKT, SKH Hardened 325 G 130 100 80 100 80 60 80 60 40 Stainless Steel SUS430 and Others (Martensitic / Ferritic) 200 E 185 165 135 185 165 135 165 150 120 M SUS403 and others (Martensitic / Hardened) 240 EH 170 150 120 170 150 120 150 135 110 SUS304, SUS316 (Austenitic) 180 E 200 180 150 200 180 150 180 160 135 K Cast Iron G 300 270 250 270 250 230 Ductile Cast Iron G 200 170 150 170 150 130 S Exotic Alloy 300(Heat-Resistant Alloy, Super Alloy, Titanium Alloy, etc.)330EE 50 30 50 30 45 25503050304525 For Aluminum Alloy Si ≤12.6% S 1000 750 500 N Si >12.6% S 250 200 170 Copper Alloy S 350 330 300 ● The recommended cutting conditions may not be practical depending on the operating conditions (e.g. machine, workpiece shape, clamping system). ● For groove milling, adjust the feed rate to around 70% of the above values. Note The cutting conditions above are a guide. Actual conditions will need to be adjusted according to machine rigidity, work clamp rigidity, depth of cut and other factors. ■ Recommended Values for Helical Milling and Ramping Precautions for Helical Milling Recommended Values for Helical Milling and Ramping For Minimum Diameterand Below WEX1000 (AX□T06···) WEX2000 (AX□T12···) WEX3000 (AX□T17···) ø Center uncut portioncannot be removedCutter Dia. (mm) Helical Milling (mm) Ramping Helical Milling (mm) Ramping Helical Milling (mm) Ramping by traverse cutting DC Work Dia. øD Maximum Work Dia. øD Maximum Work Dia. øD Maximum with the same cutter Ramping Angle Ramping Angle Ramping Angle Min. Diameter Max. Diameter RMPX Min. Diameter Max. Diameter RMPX Min. Diameter Max. Diameter RMPX 10 16.0 18.0 2°30’ For Maximum Diameter 12 20.0 22.0 1°45’ and Aboveø Center uncut portioncan be removed 14 24.0 26.0 1°25’ 25.0 27.0 1°40’1628.030.01°00’29.031.01°20’ by traverse cutting with 18 32.0 34.0 0°45’ 33.0 35.0 1°10’ the same cutter 20 36.0 38.0 0°30’ 37.0 39.0 1°00’ 22 41.0 43.0 0°50’ 25 46.0 48.0 0°30’ 47.0 49.0 0°45’ 44.5 48.0 1°30’ 28 53.0 55.0 0°45’ 50.5 54.0 1°10’ 30 57.0 59.0 0°40’ 54.5 58.0 1°10’ Precautions for Ramping 32 60.0 62.0 0°25’ 61.0 63.0 0°35’ 58.5 62.0 1°00’ 35 64.5 68.0 0°50’ Use at the RMPX below or lower 40 76.0 78.0 0°20’ 77.0 79.0 0°25’ 74.5 78.0 0°45’ 50 96.0 98.0 0°15’ 97.0 99.0 0°20’ 94.5 98.0 0°30’ 63 122.0 124.0 0°10’ 123.0 125.0 0°15’ 120.5 124.0 0°20’ 80 154.5 158.0 0°15’ 100 Unusable Unusable Unusable 125 Unusable Unusable Unusable The above table shows the recommended values for 0.8mm nose radius bits. H74