Общий каталог Sumitomo 2012 - страница 221
Навигация
 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo твердосплавные заготовки
Каталог Sumitomo твердосплавные заготовки Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019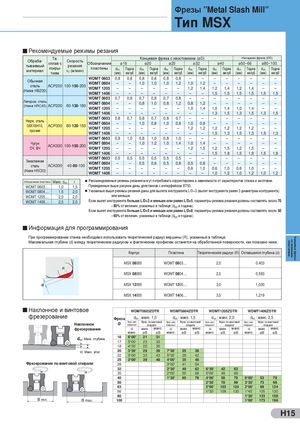
Фрезы ”Metal Slash Mill” Тип MSX Рекомендуемые режимы резания Обраба-тываемыйматериалТв.сплав спокры-тиемСкоростьрезанияvc (м/мин)Обозначениепластиныø16docПодача(мм)мм/зубКонцевая фреза с хвостовиком (øD)ø20ø25ø32docПодачаdocПодачаdocПодача(мм)мм/зуб(мм)мм/зуб(мм)мм/зубø40docПодача(мм)мм/зубНасадная фреза (ØD)ø50~66ø80~100docПодачаdocПодача(мм)мм/зуб(мм)мм/зуб Обычнаясталь ACP200 100-150-200(Ниже HB200)WDMT 0603WDMT 0804WDMT 1205WDMT 14060,8–––0,8–––0,81,0––0,81,0––0,81,0––0,81,2–– –1,01,2– –1,21,4–––1,21,5 ––1,41,5––1,21,5 ––1,41,5 –––1,5 –––1,5 WDMT 0603 0,7 0,8 0,7 0,8 0,7 0,8 – – – – – – – – Легиров. сталь(Ниже HRC45) ACP20080-130-180WDMT 0804WDMT 1205–– – 0,8 1,0 0,8 1,2 0,8 1,2 – – – – ––––––1,01,41,01,41,01,4––– WDMT 1406 – – – – – – – – 1,3 1,5 1,3 1,5 1,3 1,5 Нерж. сталь08Х18Н10,прочиеACP300 WDMT 060380-120-150WDMT 0804WDMT 12050,8––0,7–– 0,81,0– 0,70,8– 0,81,0– 0,70,8– –1,01,2 –0,81,2––1,2 ––1,2 ––1,2 ––1,2 ––– ––– WDMT 1406 – – – – – – – – 1,5 1,3 1,5 1,3 1,5 1,3 WDMT 0603 0,8 1,0 0,8 1,0 0,8 1,0 – – – – – – – – ЧугунСЧ, ВЧ ACK300 100-150-200 WDMT 0804WDMT 1205–– – 1,0 1,2 1,0 1,4 1,0 1,4 – – – – ––––––1,21,51,21,51,21,5––– WDMT 1406 – – – – – – – – 1,5 1,8 1,5 1,8 1,5 1,8 ЗакаленнаястальACK300(Ниже HRC50) WDMT 060340-80-100WDMT 0804WDMT 1205WDMT 14060,5–––0,5–––0,50,5––0,50,6––0,50,5––0,50,8–– –0,50,6– –0,81,0–––0,61,0 ––1,01,2––0,61,0 ––1,01,2 –––1,0 –––1,2 Обозначение пластины Макс. doc r l Рекомендованные режимы резания могут потребовать корректировки в зависимости от характеристик станка и заготовки. WDMT 0603.... 1,0 1,5 Приведенные выше рисунки даны длястанков с интерфейсом BT50. WDMT 0804.... 1,5 2,0 l Указанные выше режимы резания даны для вылета инструмента L/D=3 (вылет инструмента равен 3 диаметрам иснтрумента) WDMT 1205.... 2,0 2,0 или меньше. WDMT 1406.... 2,5 2,0 Если вылет инструмента больше L/D=3 и меньше или равен L/D=5, параметры режима резания должны составлять около 70 - 80% от величин, указанных в таблице (doc и подача). Если вылет инструмента больше L/D=5 и меньше или равен L/D=8, параметры режима резания должны составлять около 50 - 60% от величин, указанных в таблице (doc и подача). Информация для программирования При программировании станка необходимо использовать теоретический радиус вершины (R), указанный в таблице. Максимальная глубина (d) между теоретическим радиусом и фактическим профилем останется на обработанной поверхности, как показано ниже. Корпус Пластина Теоретический радиус (R) Оставшаяся глубина (d) MSX 06000 WDMT 0603.... 2,0 0,403 MSX 08000 WDMT 0804.... 2,5 0,593 d MSX 12000 WDMT 1205.... 3,0 1,030 MSX 14000 WDMT 1406.... 3,5 1,219 Наклонное и винтовое WDMT0603ZDTR WDMT0804ZDTR WDMT1205ZDTR WDMT1406ZDTR фрезерование Фреза doc : макс. 1,0 doc : макс. 1,5 doc : макс. 2,0 doc : макс. 2,5 Наклонное Ø Фрез. накл. Фрез. по винтовой Фрез. накл. Фрез. по винтовой Фрез. накл. Фрез. по винтовой Фрез. накл. Фрез. по винтовойповерхност.спиралиповерхност.спиралиповерхност.спиралиповерхност.спирали фрезерование α мин. макс. α мин. макс. α мин. макс. α мин. макс. макс. øB øB макс. øB øB макс. øB øB макс. øB øB doc: Макс. глубина 16 6°00’ 21 31175°00’2333 18 4°30’ 25 35 α : Макс. угол 20 3°30’ 29 39 7°30’ 25 38 22 3°00’ 33 43 5°30’ 29 42 25 2°00’ 39 48 4°00’ 35 48 Фрезерование по винтовой спирали 28 3°00’ 41 54 32 2°30’ 49 62 6°30’ 42 63 35 2°00’ 55 68 5°00’ 48 69 40 1°30’ 65 78 4°00’ 58 79 6°00’ 53 78 50 2°30’ 78 99 3°30’ 73 98 63 2°00’ 103 124 2°00’ 99 124 66 1°30’ 109 130 1°45’ 105 130 80 1°30’ 133 158 B min. B max. 100 1°00’ 173 198 H15 пластинами со сменными Концевые фрезы