Общий каталог Sumitomo 2012 - страница 199
Навигация
 Каталог Sumitomo монолитные фрезы
Каталог Sumitomo монолитные фрезы Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo твердосплавные заготовки
Каталог Sumitomo твердосплавные заготовки Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019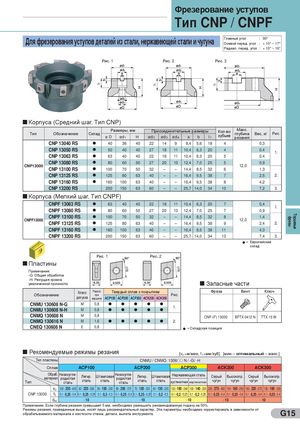
Фрезерование уступов Тип CNP / CNPF Для фрезерования уступов деталей из стали, нержавеющей стали и чугуна Главный угол : 90°Осевой перед. угол:+ 10° ~ 17° Радиал. перед. угол : + 10° ~ 16° Рис. 1 Рис. 2 Рис. 3 Корпуса (Средний шаг. Тип CNP) Тип Обозначение Размеры, ммСкладøDød 1 H Присоединительные размерыød 2ød 3ød 4a b l1 Кол-возубьев Макс.глубинарезанияВес, кг Рис. CNP 13040 RS l 40 36 40 22 14 9 8,4 5,6 18 4 0,3 CNP 13050 RS l 50 40 40 27 18 11 10,4 6,3 20 4 0,4 1. CNP 13063 RS l 63 40 40 22 18 11 10,4 6,3 20 5 0,4 CNP 13080 RS l 80 60 50 27 20 13 12,4 7,0 25 5 0,9 CNP13000 CNP 13100 RS 12,0l100705032––14,48,53261,3 CNP 13125 RS l 125 80 63 40 – – 16,4 9,5 38 7 2,5 2. CNP 13160 RS l 160 100 63 40 – – 16,4 9,5 38 8 4,2 CNP 13200 RS 200 150 63 60 – – 25,7 14,0 34 10 7,2 3. Корпуса (Мелкий шаг. Тип CNPF) CNPF 13063 RS l 63 40 40 22 18 11 10,4 6,3 20 7 0,4 1. CNPF 13080 RS l 80 60 50 27 20 13 12,4 7,0 25 7 0,9 CNPF 13100 RS l 100 70 50 32 – – 14,4 8,5 32 8CNPF13000CNPF 13125 RSl125806340––16,49,538912,01,42,42. CNPF 13160 RS l 160 100 63 40 – – 16,4 9,5 38 11 4,3 CNPF 13200 RS 200 150 63 60 – – 25,7 14,0 34 13 7,4 3. l= Европейский склад Рис. 1 Рис. 2 Пластины Примечания: -G: Общая обработка -H: Режущая кромка увеличенной прочности Запасные части Обозначение КлассдопускаРадиус Твердый сплав с покрытиемпривершинеACP100ACP200ACP300ACK200ACK300 Рис. Фреза Винт Ключ CNMU 130608 N-GCNMU 130608 N-H M 0,8 l l l l lM0,8lllll 1. CNMQ 130608 N M 0,8 CNP-(F) 13000 BFTX 0412 N TTX 15 W CNMQ 130616 N M 1,6 l l l l l 2. CNEQ 130608 N E 0,8 l = Складская позиция Рекомендуемые режимы резания [vc =м/мин, f t =мм/зуб] [мин.– оптимальный – макс.] Тип пластины CNMU / CNMQ 1306 l l N / -G/ -H Сплав ACP100 ACP200 ACP300 ACK200 ACK300 Тип Обраб. Низкоугле-материалродистаястальЛегир.стальШтамповая сталь Низкоугле- родистая стальЛегир.сталь Штамповая Нержавеющая стальстальаустенитнаямартенситнаяСерыйчугунВысокопр.чугун Серыйчугун Высокопр.чугун vc 100 – 250 – 400 80 – 220 – 280 80 – 150 – 250 80 – 200 – 370 70 – 150 – 250 60 – 130 – 220 120 – 180 – 240 100 – 140 – 200 220 – 270 – 450 150 – 180 – 250 180 – 220 – 270 130 – 160 – 220 CNP 13000 ft 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,35 0,1 – 0,2 – 0,3 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,35 0,1 – 0,2 – 0,3 0,1 – 0,2 – 0,25 0,1 – 0,2 – 0,25 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,4 doc ~ 10 ~ 10 ~ 10 ~ 10 ~ 10 Примечание: Если глубина резания превышает 5 мм, необходимо уменьшить рекомендованную подачу на 50%. Режимы резания, приведенные выше, носят лишь рекомендательный характер. Эти параметры необходимо корректировать в зависимости отобрабатываемого материала и жесткости станка, детали, вылета инструмента. G15 фрезы Торцевые