Каталог Stellram токарный инструмент - страница 254
Навигация
 Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами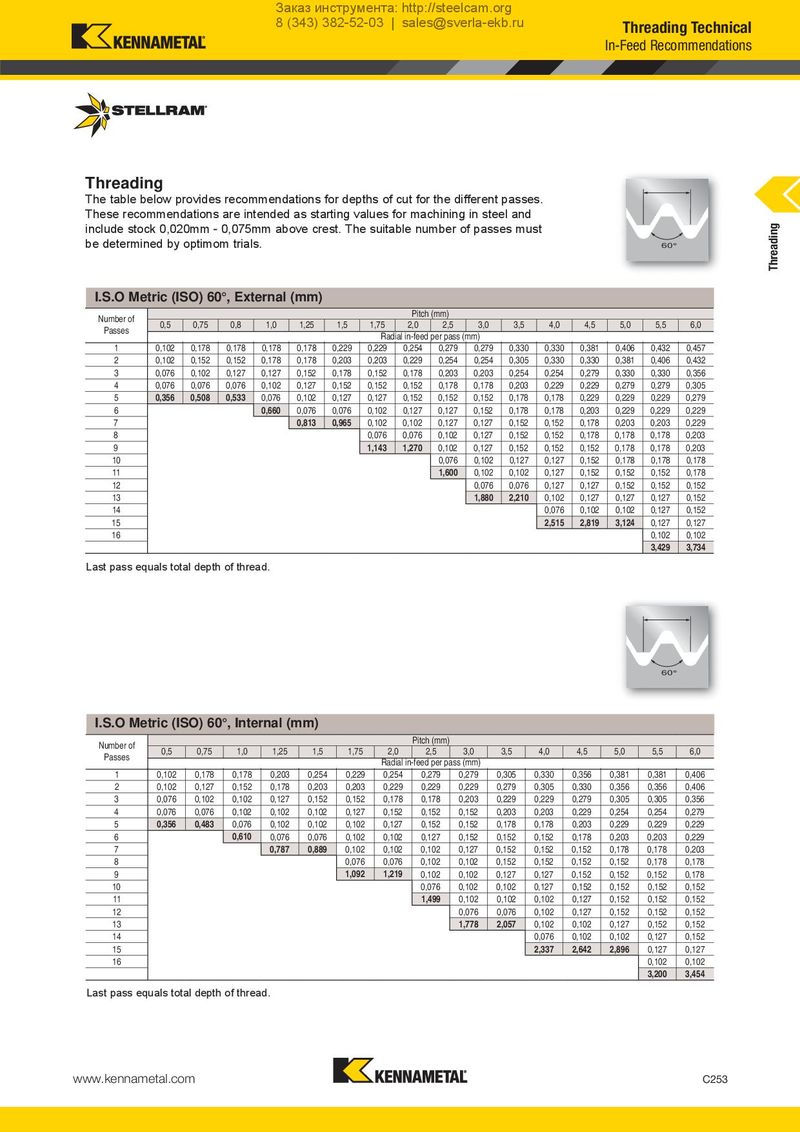
Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Threading Technical In-Feed Recommendations Threading The table below provides recommendations for depths of cut for the different passes. These recommendations are intended as starting values for machining in steel and include stock 0,020mm - 0,075mm above crest. The suitable number of passes must Threading be determined by optimom trials. 60° I.S.O Metric (ISO) 60°, External (mm) Number of Pitch (mm) Passes 0,5 0,75 0,8 1,0 1,25 1,5 1,75 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 Radial in-feed per pass (mm) 1 0,102 0,178 0,178 0,178 0,178 0,229 0,229 0,254 0,279 0,279 0,330 0,330 0,381 0,406 0,432 0,457 2 0,102 0,152 0,152 0,178 0,178 0,203 0,203 0,229 0,254 0,254 0,305 0,330 0,330 0,381 0,406 0,432 3 0,076 0,102 0,127 0,127 0,152 0,178 0,152 0,178 0,203 0,203 0,254 0,254 0,279 0,330 0,330 0,356 4 0,076 0,076 0,076 0,102 0,127 0,152 0,152 0,152 0,178 0,178 0,203 0,229 0,229 0,279 0,279 0,305 5 0,356 0,508 0,533 0,076 0,102 0,127 0,127 0,152 0,152 0,152 0,178 0,178 0,229 0,229 0,229 0,279 6 0,660 0,076 0,076 0,102 0,127 0,127 0,152 0,178 0,178 0,203 0,229 0,229 0,229 7 0,813 0,965 0,102 0,102 0,127 0,127 0,152 0,152 0,178 0,203 0,203 0,229 8 0,076 0,076 0,102 0,127 0,152 0,152 0,178 0,178 0,178 0,203 9 1,143 1,270 0,102 0,127 0,152 0,152 0,152 0,178 0,178 0,203 10 0,076 0,102 0,127 0,127 0,152 0,178 0,178 0,178 11 1,600 0,102 0,102 0,127 0,152 0,152 0,152 0,178 12 0,076 0,076 0,127 0,127 0,152 0,152 0,152 13 1,880 2,210 0,102 0,127 0,127 0,127 0,152 14 0,076 0,102 0,102 0,127 0,152 15 2,515 2,819 3,124 0,127 0,127 16 0,102 0,102 3,429 3,734 Last pass equals total depth of thread. 60° I.S.O Metric (ISO) 60°, Internal (mm) Number of Pitch (mm) Passes 0,5 0,75 1,0 1,25 1,5 1,75 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 Radial in-feed per pass (mm) 1 0,102 0,178 0,178 0,203 0,254 0,229 0,254 0,279 0,279 0,305 0,330 0,356 0,381 0,381 0,406 2 0,102 0,127 0,152 0,178 0,203 0,203 0,229 0,229 0,229 0,279 0,305 0,330 0,356 0,356 0,406 3 0,076 0,102 0,102 0,127 0,152 0,152 0,178 0,178 0,203 0,229 0,229 0,279 0,305 0,305 0,356 4 0,076 0,076 0,102 0,102 0,102 0,127 0,152 0,152 0,152 0,203 0,203 0,229 0,254 0,254 0,279 5 0,356 0,483 0,076 0,102 0,102 0,102 0,127 0,152 0,152 0,178 0,178 0,203 0,229 0,229 0,229 6 0,610 0,076 0,076 0,102 0,102 0,127 0,152 0,152 0,152 0,178 0,203 0,203 0,229 7 0,787 0,889 0,102 0,102 0,102 0,127 0,152 0,152 0,152 0,178 0,178 0,203 8 0,076 0,076 0,102 0,102 0,152 0,152 0,152 0,152 0,178 0,178 9 1,092 1,219 0,102 0,102 0,127 0,127 0,152 0,152 0,152 0,178 10 0,076 0,102 0,102 0,127 0,152 0,152 0,152 0,152 11 1,499 0,102 0,102 0,102 0,127 0,152 0,152 0,152 12 0,076 0,076 0,102 0,127 0,152 0,152 0,152 13 1,778 2,057 0,102 0,102 0,127 0,152 0,152 14 0,076 0,102 0,102 0,127 0,152 15 2,337 2,642 2,896 0,127 0,127 16 0,102 0,102 3,200 3,454 Last pass equals total depth of thread. www.kennametal.com C253