Каталог Stellram фрез со сменными пластинами - страница 4
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы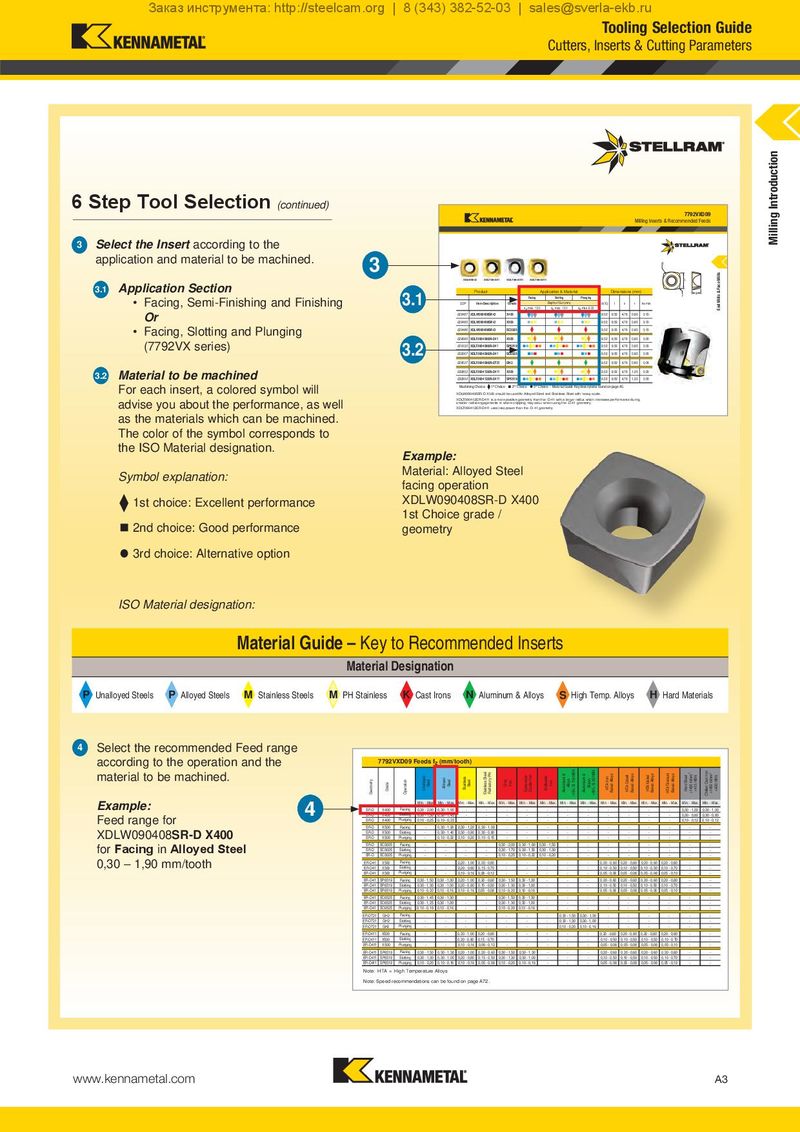
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru Tooling Selection Guide Cutters, Inserts & Cutting Parameters 6 Step Tool Selection (continued) 7792VXD09 Milling Introduction Milling Inserts & Recommended Feeds 3 Select the Insert according to the application and material to be machined. 3 d XDLW09-D XDLT09-D41 XDLT09-D721 XDLT09-D411 l End Mills & Face Mills 3.1 Application Section 3.1 Product Application & Material Dimensions (mm) s Facing Slotting Plunging r • Facing, Semi-Finishing and Finishing EDP Item Description Grade Depth of Cut (mm) d (IC) l s r hm min ap max. 1,50 ap max. 1,50 ae max. 6,00 Or 029487 XDLW090408SR-D X400 9,52 9,52 4,76 0,80 0,10 029485 XDLW090408SR-D X500 9,52 9,52 4,76 0,80 0,10 • Facing, Slotting and Plunging 029486 XDLW090408SR-D SC3025 9,52 9,52 4,76 0,80 0,10 029685 XDLT090408ER-D41 X500 9,52 9,52 4,76 0,80 0,05 (7792VX series) 3.2 031535 XDLT090408ER-D41 SP6519 9,52 9,52 4,76 0,80 0,05 033067 XDLT090408ER-D41 SC6525 9,52 9,52 4,76 0,80 0,05 029637 XDLT090408ER-D721 GH2 9,52 9,52 4,76 0,80 0,04 3.2 Material to be machined 030853 XDLT090412ER-D411 X500 9,52 9,52 4,76 1,20 0,05 030854 XDLT090412ER-D411 SP6519 9,52 9,52 4,76 1,20 0,05 For each insert, a colored symbol will Machining Choice: 1st Choice 2nd Choice 3rd Choice | Material Guide Key descriptions found on page A5. XDLW090408SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale. advise you about the performance, as well XDLT090412ER-D411 is a more positive geometry than the -D-41 with a larger radius which increases performance during smaller radial engagements or where chipping may occur when using the -D-41 geometry. XDLT090412ER-D411 uses less power than the -D-41 geometry. as the materials which can be machined. 7792VXD09 Feeds fz (mm/tooth) The color of the symbol corresponds to Geometry Grade Operation Unalloyed Steel Alloyed Steel Stainless Steel Stainless Steel Refractory PH Gray Iron Spheroidal- Ductile Iron Malleable Iron Aluminium & Alloys <16% Si 116 HBN Aluminium & Silicon >16% Si 92 HBN HTA Iron Based Alloys HTA Cobalt Based Alloys HTA Nickel Based Alloys HTA Titanium Based Alloys Hard Steel >1400 N/mm2 >415 HBN Chilled Cast Iron >1400 N/mm2 >400 HBN the ISO Material designation. Example: SR-D Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. X400 Facing 0,30 - 2,00 0,30 - 1,90 - - - - - - - - - - - 0,30 - 1,00 0,30 - 1,00 SR-D X400 Slotting 0,30 - 1,50 0,30 - 1,45 - - - - - - - - - - - 0,30 - 0,60 0,30 - 0,80 SR-D X400 Plunging 0,10 - 0,25 0,10 - 0,23 - - - - - - - - - - - 0,10 - 0,12 0,10 - 0,12 Material: Alloyed SR-D X500 Steel - 7--792V-- XD09 Facing 0,30 - 1,90 0,30 - 1,20 0,30 - 1,00 - - - - - - - - - Symbol explanation: SR-D X500 Slotting - 0,30 - 1,40 0,30 - 0,90 0,30 - 0,80 - - - - - - - - - SR-D X500 Plunging - 0,10 - 0,22 0,10 - 0,20 0,10 - 0,15 - - - - M-- illing-- Inse-- rts &- Reco-- mme-- nded-- Feeds facing operation SR-D SC3025 Facing - - - - 0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 - - SR-D SC3025 Slotting - - - - 0,30 - 1,70 0,30 - 1,50 0,30 - 1,30 - - - - - - - - SR-D SC3025 Plunging - - - - 0,10 - 0,25 0,10 - 0,22 0,10 - 0,20 - - - - - - - - ER-D41 X500 Facing - - 0,20 - 1,00 0,20 - 0,80 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - - XDLW090408SR-D ER-D41 X500 - X400 - 1st choice: Excellent performance Slotting 0,20 - 0,80 0,15 - 0,70 - - - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - - ER-D41 X500 Plunging - - 0,10 - 0,16 0,08 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - - ER-D41 SP6519 Facing 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - - 1st Choice grade / ER-D41 SP6519 Slotting 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - - ER-D41 SP6519 Plunging 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - - ER-D41 SC6525 Facing 0,30 - 1,45 0,30 - 1,30 - - 0,30 - 1,50 0,30 - 1,30 - - - - - - - - - ER-D41 SC6525 Slotting 0,30 - 1,25 0,30 - 1,00 - - 0,30 - 1,30 0,30 - 1,00 - - - - - - - - - 2nd choice: Good performance geometry ER-D41 SC6525 Plunging 0,10 - 0,18 0,10 - 0,16 - - 0,10 - 0,20 0,10 - 0,16 - - - - - - - - - ER-D721 GH2 Facing - - - - - - - 0,30 - 1,50 0,30 - 1,30 - - - - - - ER-D721 GH2 Slotting - - - - - - - 0,30 - 1,30 0,30 - 1,00 - - - - - - ER-D721 GH2 Plunging - - - - - - - 0,10 - 0,20 0,10 - 0,16 - - d - - - - ER-D411 X500 Facing - - 0,20 - 1,00 0,20 - 0,80 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - - 3rd choice: Alternative option ER-D411 X500 Slotting - - 0,20 - 0,80 0,15 - 0,70 - - - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - - ER-D411 X500 Plunging - - 0,10 - 0,16 0,08 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - - End Mills & Face Mills ER-D411 SP6519 Facing 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - - XDLW09-D XDLT09-D41 XDLT09-D721EERR--DD441111XDSSPPL6655T119909-DPSlul4ont1tgini1ngg 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 l - - 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - - Note: HTA = High Temperature Alloys Product Note: Speed recAompmpenlidcaatiotnios cnan&beMfouantdeorniapalge A72. Dimensions (mm) s Facing Slotting Plunging r EDP Item Description Grade www.kennamDeetaplt.hcofmCut (mm) d (IC) l s r hm min A67 ISO Material designation: ap max. 1,50 ap max. 1,50 ae max. 6,00 029487 XDLW090408SR-D X400 9,52 9,52 4,76 0,80 0,10 029485 XDLW090408SR-D X500 9,52 9,52 4,76 0,80 0,10 029486 XDLW090408SR-D SC3025 9,52 9,52 4,76 0,80 0,10 Material Guide – Key to Recommended 029685 Inserts XDLT090408ER-D41 X500 9,52 9,52 4,76 0,80 0,05 031535 XDLT090408ER-D41 SP6519 9,52 9,52 4,76 0,80 0,05 Material Designation 033067 XDLT090408ER-D41 SC6525 9,52 9,52 4,76 0,80 0,05 029637 XDLT090408ER-D721 GH2 9,52 9,52 4,76 0,80 0,04 P Unalloyed Steels P Alloyed Steels M Stainless Steels M K PH Sta03i0n85le3 sXsDLT090412ER-DC41a1 st XIr5o00ns N Aluminum & Alloys S 9,5H2 ig9h,52Te4,m76p.1,A20llo0y,0s5 H Hard Materials 030854 XDLT090412ER-D411 SP6519 9,52 9,52 4,76 1,20 0,05 Machining Choice: 1st Choice 2nd Choice 3rd Choice | Material Guide Key descriptions found on page A5. XDLW090408SR-D X500 should be used for Alloyed Steel and Stainless Steel with heavy scale. XDLT090412ER-D411 is a more positive geometry than the -D-41 with a larger radius which increases performance during smaller radial engagements or where chipping may occur when using the -D-41 geometry. 4 Select the recommended Feed range XDLT090412ER-D411 uses less power than the -D-41 geometry. according to the operation and the 7792VXD09 Feeds fz (mm/tooth) material to be machined. Geometry Grade Operation Unalloyed Steel Alloyed Steel Stainless Steel Stainless Steel Refractory PH Gray Iron Spheroidal- Ductile Iron Malleable Iron Aluminium & Alloys <16% Si 116 HBN Aluminium & Silicon >16% Si 92 HBN HTA Iron Based Alloys HTA Cobalt Based Alloys HTA Nickel Based Alloys HTA Titanium Based Alloys Hard Steel >1400 N/mm2 >415 HBN Chilled Cast Iron >1400 N/mm2 >400 HBN Example: 4 Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. SR-D X400 Facing 0,30 - 2,00 0,30 - 1,90 - - - - - - - - - - - 0,30 - 1,00 0,30 - 1,00 Feed range for SR-D X400 Slotting 0,30 - 1,50 0,30 - 1,45 - - - - - - - - - - - 0,30 - 0,60 0,30 - 0,80 SR-D X400 Plunging 0,10 - 0,25 0,10 - 0,23 - - - - - - - - - - - 0,10 - 0,12 0,10 - 0,12 SR-D X500 Facing - 0,30 - 1,90 0,30 - 1,20 0,30 - 1,00 - - - - - - - - - - - XDLW090408SR-D X400 SR-D X500 Slotting - 0,30 - 1,40 0,30 - 0,90 0,30 - 0,80 - - - - - - - - - - - SR-D X500 Plunging - 0,10 - 0,22 0,10 - 0,20 0,10 - 0,15 - - - - - - - - - - - for Facing in Alloyed Steel SR-D SC3025 Facing - - - - 0,30 - 2,00 0,30 - 1,80 0,30 - 1,50 - - - - - - - - SR-D SC3025 Slotting - - - - 0,30 - 1,70 0,30 - 1,50 0,30 - 1,30 - - - - - - - - SR-D SC3025 Plunging - - - - 0,10 - 0,25 0,10 - 0,22 0,10 - 0,20 - - - - - - - - 0,30 – 1,90 mm/tooth ER-D41 X500 Facing - - 0,20 - 1,00 0,20 - 0,80 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - - ER-D41 X500 Slotting - - 0,20 - 0,80 0,15 - 0,70 - - - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - - ER-D41 X500 Plunging - - 0,10 - 0,16 0,08 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - - ER-D41 SP6519 Facing 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - - ER-D41 SP6519 Slotting 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - - ER-D41 SP6519 Plunging 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - - ER-D41 SC6525 Facing 0,30 - 1,45 0,30 - 1,30 - - 0,30 - 1,50 0,30 - 1,30 - - - - - - - - - ER-D41 SC6525 Slotting 0,30 - 1,25 0,30 - 1,00 - - 0,30 - 1,30 0,30 - 1,00 - - - - - - - - - ER-D41 SC6525 Plunging 0,10 - 0,18 0,10 - 0,16 - - 0,10 - 0,20 0,10 - 0,16 - - - - - - - - - ER-D721 GH2 Facing - - - - - - - 0,30 - 1,50 0,30 - 1,30 - - - - - - ER-D721 GH2 Slotting - - - - - - - 0,30 - 1,30 0,30 - 1,00 - - - - - - ER-D721 GH2 Plunging - - - - - - - 0,10 - 0,20 0,10 - 0,16 - - - - - - ER-D411 X500 Facing - - 0,20 - 1,00 0,20 - 0,80 - - - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - - ER-D411 X500 Slotting - - 0,20 - 0,80 0,15 - 0,70 - - - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - - ER-D411 X500 Plunging - - 0,10 - 0,16 0,08 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - - ER-D411 SP6519 Facing 0,30 - 1,50 0,30 - 1,30 0,20 - 1,00 0,20 - 0,60 0,30 - 1,50 0,30 - 1,30 - - - 0,20 - 0,60 0,20 - 0,60 0,20 - 0,60 0,20 - 0,80 - - ER-D411 SP6519 Slotting 0,30 - 1,30 0,30 - 1,00 0,20 - 0,80 0,15 - 0,50 0,30 - 1,30 0,30 - 1,00 - - - 0,10 - 0,50 0,10 - 0,50 0,10 - 0,50 0,10 - 0,70 - - ER-D411 SP6519 Plunging 0,10 - 0,20 0,10 - 0,16 0,10 - 0,16 0,05 - 0,08 0,10 - 0,20 0,10 - 0,16 - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 - - Note: HTA = High Temperature Alloys Note: Speed recommendations can be found on page A72. www.kennametal.com A67 www.kennametal.com A3