Каталог Stellram фрез со сменными пластинами - страница 5
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы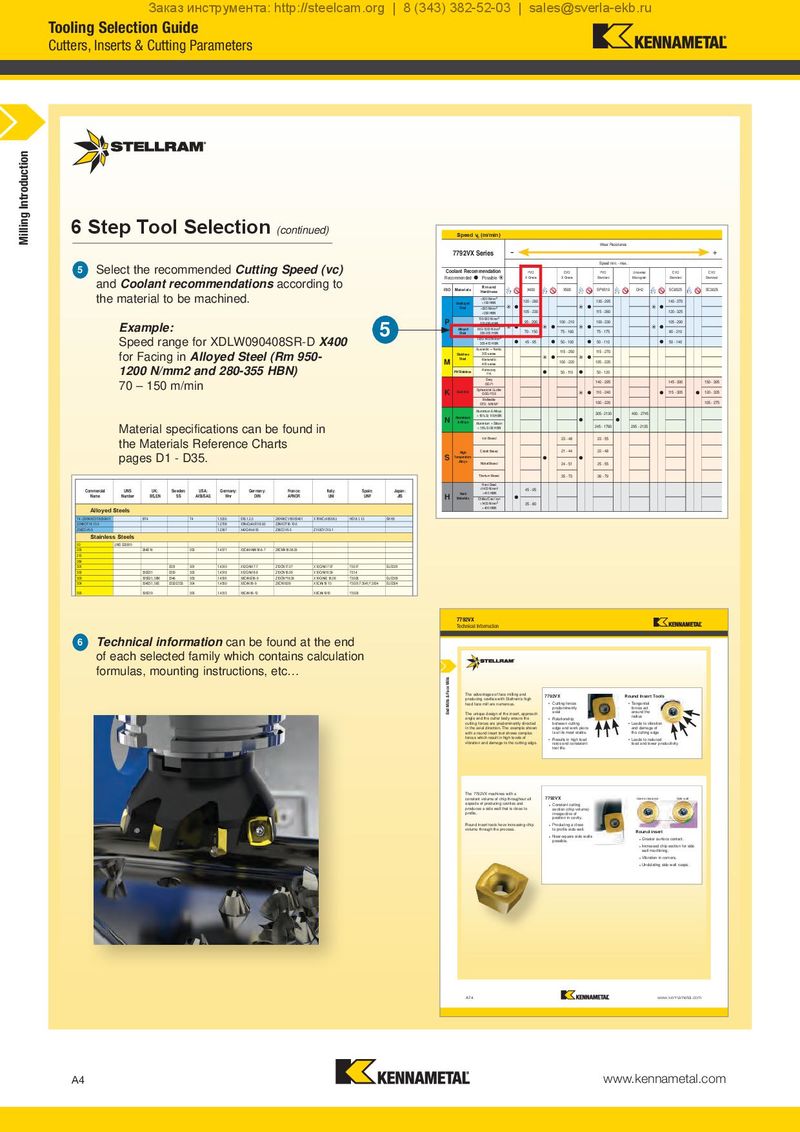
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru Tooling Selection Guide Cutters, Inserts & Cutting Parameters Milling Introduction 6 Step Tool Selection (continued) Speed vc (m/min) Wear Resistance 7792VX Series -- + Select the recommended Cutting Speed (vc) Speed min. - max. 5 Coolant Recommendation PVD CVD PVD Uncoated CVD CVD and Coolant recommendations according to Recommended Possible X Grade X Grade Standard Micrograin Standard Standard ISO Materials Rm and X400 X500 SP6519 GH2 SC6525 SC3025 the material to be machined. Hardness <600 N/mm2 120 - 260 130 - 295 140 - 370 Unalloyed <180 HBN Steel <950 N/mm2 <280 HBN 105 - 230 115 - 260 120 - 325 P 700-950 N/mm2 95 - 200 100 - 210 100 - 230 105 - 290 Example: 5 200-280 HBN Alloyed 950-1200 N/mm2 Steel 280-355 HBN 70 - 150 75 - 160 75 - 175 80 - 210 Speed range for XDLW090408SR-D X400 1200-1400 N/mm2 45 - 95 50 - 100 50 - 110 50 - 140 355-415 HBN Austenitic + Ferritic 115 - 250 115 - 270 for Facing in Alloyed Steel (Rm 950- Stainless 300 series M Steel Martensitic 100 - 220 105 - 235 400 series 1200 N/mm2 and 280-355 HBN) PH Stainless Refractory 50 - 110 50 - 120 P.H. 70 – 150 m/min Grey 140 - 295 145 - 390 150 - 395 GG-Ft K Cast Iron Spheroidal-Ductile 110 - 240 115 - 305 120 - 335 GGG-FGS Malleable 100 - 220 105 - 275 GTS - MN/MP Aluminium & Alloys 305 - 2130 400 - 2745 N Aluminium < 16% Si 116 HBN & Alloys Aluminium + Silicon Material specifications can be found in > 16% Si 92 HBN 245 - 1760 295 - 2135 the Materials Reference Charts Iron Based 23 - 48 23 - 55 High Cobalt Based 21 - 44 22 - 48 pages D1 - D35. S Temperature Alloys Nickel Based 24 - 51 25 - 55 Titanium Based 35 - 73 36 - 79 Hard Steel Commercial UNS UK: Sweden: USA: Germany: Germany: France: Italy: Spain: Japan: >1400 N/mm2 45 - 95 Name Number BS,EN SS AISI/SAE Wnr DIN AFNOR UNI UNF JIS H Hard >415 HBN Materials Chilled Cast Iron >1400 N/mm2 35 - 80 Alloyed Steels > 400 HBN T4 / Z80WKCV18050401 BT4 T4 1.3255 S18.1.2.5 Z80WKCV18050401 X78WCo1805KU HS18.1.1.5 SKH3 Z2NKDT18-10-5 1.2709 X3NiCoMoTi18.9.5 Z2NKDT18-10-5 Z38CDV5-3 1.2367 X40CrMoV53 Z38CDV5-3 Z155CVD12-1 Stainless Steels 50 UNS S20910 202 284S16 202 1.4371 X3CrMnNiN18-8-7 Z8CMN18.08.05 215 284 301 2331 301 1.4310 X12CrNi17-7 Z12CN17.07 X12CrNi17 07 F.3517 SUS301 302 302S31 2330 302 1.4319 X12CrNi18-9 Z10CN18.09 X10CrNi18 09 F.314 303 303S21, 58M 2346 303 1.4305 X8CrNiS18-9 Z10CNF18.09 X10CrNiS 18.09 F.3508 SUS303 304 304S31, 58E 2332/2333 304 1.4350 X5CrNi18-9 Z6CN18.09 X5CrNi18 10 F.3551;F.3541;F.3504 SUS304 305 305S19 305 1.4312 X8CrNi18-12 X8CrNi1910 F.3503 311 315 316 316S33, 58J 2343 316 1.4401 X5CrNiMo17-13-3 Z6CND19.12.03 X5CrNiMo1713 F.3543 SUS316 317 317S16 317 1.4449 X5CrNiMo17-13 7792VX 318 318 1.4583 X10CrNiMoNb18-12 Z6CNDNb17.13B X6CrNiMoNb17 13 Technical Information 320 Technical information can be UNSS32100 found Z6CNT18.10 at the end X6CrNiTi18 11 6321 321S12, 58B 2337 321 1.4541 X10CrNiTi18-9 F.3553;F.3523 SUS321 325 326 of each select23e24 d family which contains 329 calculation 329 1.4460 X8CrNiMo27-5 Z5CND27.05AZ SUS329L 331 formulas, mounting instructions, etc… 332 334 70334 X8CrNiAlTi20-20 End Mills & Face Mills 347 UNS S34700 347S17, 58F 2338 347 1.4550 X10CrNiNb18-9 Z6CNNb18.10 X6CrNiNb18 11 F.3552;F.3524 SUS347 348 UNS S34800 1.4546 X5CrNiNb18-10 Z10CrNiNb18 10 394 The advantages of face milling and 7792VX Round Insert Tools 403 403S17 2301 403 1.4000 X7Cr13 Z6C13 X6Cr13 F.3110 SUS403 producing cavities with Stellram’s high 409 409S19 409 1.4510 X6CrTi12 Z6CT12 X6CrTi12 feed face mill are numerous. • Cutting forces • Tangential predominantly forces act 410 410S21, 56A 2302 410 1.4006 X10Cr13 Z10C14 X12Cr13 F.3401 SUS410 The unique design of the insert, approach axial around the 416 416S21 2380 41600 1.4005 X12CrS13 Z11CF13 X12CrS13 F.3411 SUS416 angle and the cutter body ensure the • Relationship radius 420 420S37 2303 420 1.4021 X20Cr13 Z20C13 X20Cr13 F.5261 cutting forces are predominantly directed between cutting • Leads to vibration 425 in the axial direction. The example shown edge and work piece and damage of 430 430S15, 60 2320 430 1.4016 X8Cr17 Z8C17 X8Cr17 F.3113 SUS430 with a round insert tool shows complex is at its most stable. the cutting edge 431 431S29, 57 2321 431 1.4057 X22CrNi17 Z15CNi16.02 X16CrNi16 F.3427 SUS431 forces which result in high levels of • Results in high feed • Leads to reduced 433 vibration and damage to the cutting edge. rates and consistent feed and lower productivity 434 434S17 2325 434 1.4113 X6CrMo17 Z8CD17.01 X8CrMo17 SUS434 tool life. 441 444 UNS S44400 2326 444 1.4521 Z3CDT18 02 452 455 UNS S45500 The 7792VX machines with a constant volume of chip throughout all 7792VX Centre clearance Side wall aspects of producing cavities and • Constant cutting produces a side wall that is close to section (chip volume) profile. irrespective of position in cavity. Round insert tools have increasing chip • Producing a close volume through the process. to profile side wall. Round insert • Near-square side walls • Greater surface contact. possible. • Increased chip section for side wall machining. • Vibration in corners. • Undulating side wall cusps. A74 www.kennametal.com A4 www.kennametal.com